Məlumdur ki, karbon lifinin malik olduğu öz çəkisinə nisbətən möhkəm dayanıqlılıq göstəricisi materialın unikal nailiyyətidir və xalq təsərrüfatında istifadə üçün parlaq perspektivlər açır. Müasir tikintidə karbonun istifadəsi hələ də geniş şəkildə istifadə edilməmişdir, baxmayaraq ki, hazırda karbon almaq çətin deyil. Ancaq sadə və etibarlı tətbiq üsulları uzun müddət vəd edir.
Karbon lifi
Viskoza lifinin pirolizi nəticəsində karbon liflərinin ilk istehsalı və filamentlər üçün istifadəsi 18-ci əsrin sonunda Edison tərəfindən patentləşdirildi.
Liflərə artan maraq 20-ci əsrdə raket və təyyarə mühərriklərinin istehsalında kompozit komponentlər üçün material axtarışı nəticəsində meydana çıxdı.
Keyfiyyətlərinə görə: istilik müqaviməti və istilik izolyasiya xüsusiyyətləri, həmçinin korroziyaya qarşı müqavimət, karbon lifi bərabər deyildi.
Poliakrilonitril (PAN) liflərinin ilk nümunələrinin xarakteristikaları yüksək olmasa da, texnologiyanın təkmilləşdirilməsi karbon lifinin möhkəmliyi 2070 MPa və elastik modulu 480 GPa olan karbohidrogen lifləri əldə etməyə imkan verdi.

Bu gün karbon lifi və ya karbon lifi tikintidə geniş tətbiq sahəsinə malikdir:
- xarici möhkəmləndirmə sistemi üçün
- anbarların və körpülərin, sənaye və yaşayış binalarının yükdaşıyan konstruksiyalarının təmiri üçün.

Karbon lif məhsullarının istifadəsi mövcud yenidənqurma və ya möhkəmləndirmə üsulları ilə müqayisədə tikinti işlərini tez və səmərəli şəkildə həyata keçirməyə imkan verir.
Ancaq karbonun nailiyyətləri haqqında hekayə, təyyarə hissələrinin istehsalında istifadəsini qeyd etməsə, natamam olardı.

Yerli təyyarə istehsalçılarının nailiyyətləri Boeing 787 hissələrini istehsal edən Mitsubishi Heavy Industries üçün sağlam rəqabətdir.
Polimer materialdan məmulatların istehsalı
Polimer material - karbon, karbon atomları tərəfindən əmələ gələn və mikrokristallara birləşən 5 ilə 15 mikron arasında olan incə lifli sapdır. Məhz kristalların oriyentasiyası zamanı düzülmə iplərə yaxşı möhkəmlik və uzanma, aşağı xüsusi çəki və istilik genişlənmə əmsalı, kimyəvi təsirsizlik verir.

PAN liflərinin alınması üçün istehsal prosesləri otoklav texnologiyası və sonradan qatranla gücləndirmək üçün emprenye ilə əlaqələndirilir. Karbon lifi plastik (prepreg) ilə hopdurulmuş və təzyiq altında lifləri gücləndirən maye plastik ilə hopdurulmuşdur.
Fiziki xüsusiyyətlərinə görə karbon lifi növlərə bölünür:
- yüksək güclü karbon lifləri (12000 davamlı liflərin tərkibi)
- karbonlaşmış karbon lifləri ümumi məqsəd(uzunluğu 100 mm-ə qədər olan 2 və ya daha çox lifdən ibarət burulmuş ip).
Material məmulatları ilə möhkəmləndirilmiş karbon lifli konstruksiyalar strukturun çəkisini 30% azaldır, kimyəvi inertlik isə aqressiv mayelərin və qazların çirklərdən təmizlənməsində filtr kimi karbon parçalarından istifadə etməyə imkan verir.
Karbon lifinin istehsalı bu videoda təqdim olunur.
Karbon lif məhsul çeşidi
karbon parçalar
Yüksək modullu karbon lifindən hazırlanmış əsas məhsul, sıxlığı 520 ilə 560 q / m² arasında toxunmuş düz toxunuşlu quruluşa malik, qalınlığı 1,6 - 5,0 mm olan karbon (karbon) parçadır.
Sıfır xətti genişlənmə əmsalı olan karbon parçalar deformasiyaya və korroziyaya yüksək davamlıdır.

Standart karbon parçalarının xüsusiyyətləri bunlardır:
Karbon parçalarının parametrləri bunlardır:
- veb eni 1000-2000 mm
- karbon tərkibi 98,5%
- sıxlıq 100-640 q/m2
- qalınlığı 0,25-0,30 mm.

Karbon parçalarından əlavə, yüksək modullu lifin əsas məhsulları lentlər və kordonlardır.
Məhsulun hərəkətliliyinə müəyyən dərəcədə təsir edən karbon parçalarının aşağıdakı toxuculuq növləri var:
- kətan daha yaxşı parça gücü və hərəkəti yaratmaqla hər bir çözgü sapını 1/1 arğac sapı ilə birləşdirərək yaradılmış toxunuş
- atlaz bir arğac sapının 4-5 əyilmə sapını birləşdirdiyi toxunuş, parçanın güclü əyilmə ehtimalını azaldır
- dimi eyni sayda çözgü sapının eyni sayda arğac sapı ilə örtüldüyü toxunuş.

Bir twill toxunuşunun mümkünlüyünə bir nümunə çox rəngli karbon parçadır. Çox rəngli karbon parça Kevlar paltarları və higroskopik və nəfəs ala bilən əşyalar yaratmaq üçün uğurla istifadə olunur. Müxtəlif sıxlıq və quruluşa malik texniki saplardan hazırlanmış Kevlar artıq şüşə lifi və poladı əvəz edərək avtomobil və hərbi sənayenin gündəlik həyatına daxil olmuşdur.

Karbon lifinin üstünlükləri karbonlaşmış karbon lifindən hazırlanmış məhsullarda aydın şəkildə ifadə edilir.
karbon lif məhsulları
Kömürləşdirilmiş lifdən hazırlanan məhsulların çeşidi daha genişdir və aşağıdakılarla təmsil olunur:
- karbon parça karbonlaşdırılmış RK-300 (şüşə parça əvəzedicisi)
- birtərəfli alüminium örtüklü parça RK-300AF (termal ekran sayəsində yaxşılaşdırılmış xüsusiyyətlər karbon lifindən istilik izolyasiya edən sarğı materialı kimi istifadə etməyə imkan verir)
- karbon tikinti parçaları 1k, 3k, 6k, 12k, 24k, 48k
- kömürləşdirilmiş lentlər və kordonlar.

Karbon və ya karbonlaşdırılmış lifdən hazırlanmış toxunmuş kətan, doldurucunun növündən asılı olmayaraq əla gücləndirici funksiyaları yerinə yetirir.
Bundan əlavə, karbonlaşdırılmış liflərdən istifadə edərək, EMP-uducu ekranlar, termocütlər və elektrodlar, həmçinin radiotexnika məhsulları hazırlanır.

karbon armaturlu hovuzların istehsalı
Karbon armaturlu hovuzların istehsalında texnologiya keramika təbəqəsinə karbon armaturunun, ağac balzasının və köpüklü kauçukun əlavə edilməsi mərhələsini əhatə edir. Karbon armaturlu hovuz kasasının ikiqat çərçivəsinin yaradılması üçün əsas material üzərində qurulmuş yük diaqramları və icazə verilən gərginliklər idi.

Gələcəkdə karbon lifinin istifadəsinin artan populyarlığının möhkəmləndirici materialları bazardan sıxışdıra biləcəyi qənaətinə gəlirik.
Kimya texnoloqları tərəfindən hazırlanmış bütün növ plastik və kompozitlər arasında müasir dünyada karbon (karbon lifi) xüsusi yer tutur - ən incə karbon filamentlərinə əsaslanan material. Dəmirdən 75%, alüminiumdan 30% daha yüngüldür, lakin dartılma gücündən dörd dəfə çoxdur. ən yaxşı brendlər olmaq.
Özləri tərəfindən karbon ipləri olduqca kövrəkdir, buna görə də onlardan çevik və elastik panellər toxunur. Onlara bağlayıcı polimer birləşmələri əlavə edildikdə, idman, texnologiya və insan fəaliyyətinin bir çox digər sahələrində əsl inqilab edən karbon lifli plastiklər əldə edilir.
Yollarda, göydə və dənizdə
Karbonun ən çox tanınan tətbiqi avtomobil sənayesindədir. Başlanğıcda onun gücü və yüngüllüyünün görkəmli birləşməsi Formula 1 avtomobillərinin dizaynerlərinin marağına səbəb oldu ki, bu da yarış avtomobillərinin çəkisini xeyli azaltdı. İngilis avtomobil istehsalçısı McLaren-də mühəndis olan Con Bernard ilk dəfə 1980-ci illərin əvvəllərində karbon lifindən bədən hissələri hazırladı. Bu, sürəti elə nəzərəçarpacaq dərəcədə artırdı ki, McLaren yarış komandasını dərhal mükafatlara apardı.
Bununla belə, ən sürətli olmaq hüququ, bütün karbon lif hissələrinin əslində əllə hazırlanması səbəbindən çox bahadır. Xüsusi toxuculuqdan hazırlanmış karbon parça qəliblərə qoyulur, sonra polimer birləşmələri ilə birləşdirilir. Son mərhələdə yüksək temperaturda və təzyiqdə işlənir. Buna görə də uzun müddət karbon kuzov elementləri yalnız superkarlarda və premium modellərdə istifadə olunurdu. Və yalnız bu yaxınlarda geniş auditoriyaya təqdim olunan karbon lif hissələri ilə kütləvi istehsal olunan modellərin buraxılması elan edildi. Belə ki, yeni BMW i3-ün kuzov strukturunda karbon lifindən hazırlanmış elementlər geniş şəkildə təmsil olunacaq. Və içində yeni versiya hetçbek Volkswagen Golf GTI VII karbon lifli kapot və dam sayəsində avtomobilin çəkisini bir anda 200 kq azaltmaq mümkün oldu!
Karbon əsaslı materiallar ənənəvi alüminium və titanı əvəz etməyə başladığı təyyarə sənayesində daha da geniş istifadə olunur. Perspektivləri ilk olaraq müdafiə sənayesində çalışan təyyarə konstruktorları qiymətləndirdi. Məsələn, Rusiyanın ən yeni Su-47 və T-50 qırıcıları karbon lifli qanad və gövdə komponentlərindən istifadə edir.
Karbon lifi sərnişin təyyarələrində də getdikcə daha çox istifadə olunur ki, bu da yanacaq sərfiyyatını azalda və faydalı yükü artıra bilər. Beləliklə, Boeing 787 Dreamliner-də gövdə elementlərinin ən azı 50%-i kompozit materiallar karbon əsasında, nəticədə yanacaq sərfiyyatı 20% azalır. Eyni məqsədlə ən böyük sərnişin təyyarəsi Airbus A380 40% karbon lifindən ibarət qanadlarla təchiz edilib. Müasir Hawker 4000 biznes-jetinin gövdəsi isə demək olar ki, tamamilə bu materialdan hazırlanıb!
Karbon lifi gəmiqayırmada daha az aktiv istifadə edilmir. Populyarlığın səbəbi eynidir: sərt dəniz şəraitində həyati əhəmiyyət kəsb edən unikal güc-çəki nisbəti. Bundan əlavə, gəmi istehsalçıları bu materialın təsirini və korroziyaya davamlılığını qiymətləndirirlər.
Hər zaman olduğu kimi, müdafiə sektorunda ilk olaraq karbon lifindən istifadə edildi. Sualtı gəminin gövdə elementləri karbon kompozitlərindən hazırlanır, çünki onlar səs-küyü əhəmiyyətli dərəcədə azaldır və gizli effekt verir, gəmini düşmən radarları üçün “görünməz” edir. İsveçin Visbi tipli korvetlərində isə gövdə və üst tikililər gizli texnologiyadan istifadə etməklə karbon kompozitlərindən hazırlanır. Karbon yedəklərindən hazırlanmış xüsusi toxunma parça ilə örtülmüş PVC bazası ilə çox qatlı material istifadə olunur. Hər bir belə qoşqu radarlardan gələn radio dalğalarını udur və səpərək gəminin aşkarlanmasının qarşısını alır.
Mülki gəmilər üçün radar görünməzliyinə ehtiyac yoxdur, lakin yüngüllük, güc və demək olar ki, hər hansı bir konfiqurasiyanın hissələrini istehsal etmək qabiliyyəti çox populyar oldu. Çox vaxt karbon sürət xüsusiyyətlərinin vacib olduğu idman və zövq yaxtalarının tikintisində istifadə olunur.
Gələcək gəminin elementləri, plastilin kimi kompüter modelinə uyğun olaraq karbon lifli kətanlardan "qəliblənmişdir". Birincisi, göyərtənin və gövdənin tam ölçülü planı xüsusi modelləşdirmə plastikindən hazırlanır. Sonra, bu naxışlara görə, epoksi qatranları ilə bərkidilmiş karbon parça panelləri təbəqələrə əl ilə yapışdırılır. Quruduqdan sonra hazır gövdə zımparalanır, rənglənir və laklanır.
Bununla belə, daha çox var müasir yollar. Məsələn, İtaliyanın Lanulfi şirkəti prosesi demək olar ki, tamamilə avtomatlaşdırmağa nail olub. 3D modelləşdirmədən istifadə edən gəminin böyük struktur elementləri daha kiçik, lakin mükəmməl uyğun gələn hissələrə bölünür. Kompüter modelinə əsasən, proqram idarəetməsi olan bir maşından istifadə edərək, karbon lif hissələrini yapışdırmaq üçün matris kimi xidmət edən əsaslar hazırlanır. Bu yanaşma maksimum dəqiqliyə nail olmağa imkan verir ki, bu da idman yaxtalarının idarəetmə performansı üçün çox vacibdir.
Hər kəs üçün karbon
Karbon tikintidə getdikcə daha çox istifadə olunmağa başlayır. Betona karbon liflərinin əlavə edilməsi onu xarici təsirlərə qarşı daha davamlı edir. Əslində, çox sıx bir səthə malik ağır bir monolit əldə edilir. Bu texnologiya göydələnlərin və bəndlərin tikintisində, həmçinin tunellərin tikintisində istifadə olunur.
Dəmir-beton səthlərin möhkəmləndirilməsi, təmiri və bərpası üçün materialları - xüsusi kətanlar və karbon parça plitələrini (məsələn, Mapewrap və ya Carboplate) qeyd etmək lazımdır. Onlar bahalı və həmişə mümkün olmayan doldurmaya müraciət etmədən quruluşu tamamilə bərpa etməyə imkan verir.
Böyük inkişaf etdiricilər və özəl tərtibatçılar üçün fasad izolyasiyasının gips sistemində karbonun istifadəsi kimi bir yenilik xüsusi maraq doğurur.
İstinad
"Diametri 15 mikrondan az olan ən kiçik karbon liflərinin möhkəmləndirici tərkibə əlavə edilməsi çox mühüm nəticəyə gətirib çıxarır - fasadın zərbəyə davamlılığının dəfələrlə artması", - CAPAROL-un layihə meneceri, ekspert Roman Ryazantsev deyir. bina fasadlarının mühafizəsi və istilik izolyasiyası sahəsində. “Xüsusilə, CAPATECT Carbon (Caparol) suvaq sistemindəki karbon əlavəsi fasadın 60 Joule qədər enerji ilə təsirlərə zərər vermədən dayanmasına imkan verir - bu, adi gips fasadlarının dözə biləcəyindən on dəfə çoxdur.”
Kottecin sahibi evinin xarici dekorasiyası üçün belə bir sistemdən istifadə etmək qərarına gəlsə, o, yalnız istilik xərclərini azaldacaq və binalarda əlverişli mikroiqlim təmin etməyəcək, həm də divarları hər hansı mexaniki təsirlərdən qoruyacaqdır. Böyük dolu vinil siding qırır və adi qumlu gipsdə çuxurlar yaradır. Özü ilə zibil və ağac budaqlarını daşıyan şiddətli külək də fasadı zədələyə bilər. Ancaq karbon liflərinin əlavə edilməsi ilə finişdə heç bir iz qalmayacaq. Üstəlik, uşaq oyunlarında topa və ya diskə vurmaq kimi gündəlik təsirlərdən qorxmur.

"Adətən, fasadın zirzəmisini təsadüfi zədələrdən qorumaq üçün daş üzlüklərdən, məsələn, çini daşdan istifadə edirlər" dedi Moskva tikinti-ticarət şirkətinin PKK Interstroytexnologii-nin topdansatış şöbəsinin rəhbəri Daniil Mazurov. – Ancaq hazırda Moskvanın cənubunda tikilən yaşayış kompleksinin zirzəmisini bitirmək üçün karbon lifli gips sistemini sınamaq qərarına gəldik. Müqayisəli testlərdə çox təsir edici nəticələr göstərdi”.
CAPAROL şirkətinin Moskva regional şöbəsinin WDVS şöbəsinin müdiri Vadim Paşçenko gips sistemində karbon lifləri ilə möhkəmləndirici komponentlərin istifadəsinin daha bir qiymətli nəticəsini adlandırır: fasad temperatur deformasiyalarına davamlı olur. Memarlar və fərdi ev sahibləri üçün bu, özünü ifadə etməkdə tam azadlıq deməkdir - evin divarlarını hər hansı bir qaranlıq və ən çox rəngləyə bilərsiniz. doymuş rənglər. Ənənəvi sement-qum gips ilə bu cür təcrübələr kədərlə başa çata bilər. Divarın qaranlıq səthi günəş şüaları altında çox tez qızdırır, bu da xarici qoruyucu və dekorativ təbəqədə çatlaqların meydana gəlməsinə səbəb olur. Ancaq karbon lifləri olan bir fasad sistemi üçün bu problem mövcud deyil.
İndi bütün Avropada ifadəli və zəngin rənglər əldə etməyə kömək edən şəxsi kotteclər və ticarət binaları, məktəblər və uşaq bağçaları ümumi fonda fərqlənməyə başlayır. Rusiyalı fərdi ev sahibləri ənənəvi pastel çalarlarından uzaqlaşaraq fasad rəngləri ilə təcrübə aparmağa başladıqca, bu innovativ texnologiya ölkəmizdə də tələbat qazanır.
Növbəti nəsil
İndi heç bir yüksək texnologiyalı sənayeni karbon lifi olmadan təsəvvür etmək mümkün deyil. O, adi insanlar üçün getdikcə daha əlçatan olur. İndi biz karbon lifli xizəklər, snoubordlar, dağ çəkmələri, çubuqlar və velosipedlər, dəbilqələr və digər idman avadanlıqları ala bilərik.
Lakin o, artıq yeni nəsil materiallarla - poladdan on dəfə möhkəm olan və bir sıra digər qiymətli xüsusiyyətlərə malik karbon nanoborucuqları ilə əvəz olunur.

Nanoborunun sxematik təsviri
Belə ki, Kanadanın geyim istehsalçısı “Garrison Bespoke” kişi kostyumu hazırlayıb, o, karbon nanoborucuqları əsasında parçadan hazırlanır. Belə parça .45 kalibrə qədər olan güllələri dayandırır və bıçaq yaralarından qoruyur. O, həmçinin gülləkeçirməz jiletlərin istehsalı üçün istifadə edilən sintetik material olan Kevlardan 50% yüngüldür. Bu cür kostyumlar, şübhəsiz ki, iş adamları və siyasətçilər arasında dəb halına gələcək.
Karbon nanoborucuqlarının ən fantastik tətbiqləri arasında kosmos liftidir ki, bu da çatdırılmaların bahalı və təhlükəli raket buraxılışları olmadan orbitə çıxmasına imkan verəcəkdir. Onun əsasını planetin səthindən Yerdən 35 min km yüksəklikdə geostasionar orbitdə kosmik stansiyaya qədər uzanan ağır yük kabeli təşkil etməlidir.
Bu ideya 1895-ci ildə böyük rus alimi Konstantin Tsiolkovski tərəfindən irəli sürülüb. Ancaq indiyə qədər layihə texniki səbəblərdən mümkünsüz görünürdü, çünki belə möhkəm bir kabelin hazırlana biləcəyi məlum materiallar yox idi. Bununla belə, 1990-cı illərin əvvəllərində karbon nanoborucuqlarının kəşfi mümkün olan sərhədləri yenidən nəzərdən keçirməyə məcbur etdi. Karbon nanoborucuqlarından toxunan millimetr qalınlığında sap təxminən 30 ton yükə tab gətirə bilir. Bu o deməkdir ki, kosmos liftinin kabinəsində orbitə ucuz və təhlükəsiz səyahət mühəndislər üçün fantastik hekayədən praktiki işə çevrilir.
Prepreglərdən çox qatlı məhsulların alınması üsulu:

Bu üsul, şüşə lifli yarımfabrikatların əl ilə düzülməsi ilə fiberglasın qəliblənməsinə bənzəyir. Laminat bu vəziyyətdə karbon lifi prepreg təbəqələrinin əl ilə çəkilməsi ilə istehsal olunur və müalicə isti presləmə, avtoklav qəlibləmə, dönər qəlibləmə və s.
Metal kalıplardan istifadə edərək prepreglərin formalaşdırılması.

Bu üsul, karbon liflərinə əsaslanan bir istiqamətli və ya parça prepreglərin əl ilə qoyulmuş yığınlarını metal qəlibə sıxmaq üçün istifadə olunur. Enjeksiyon qəlibləmə digər plastik emal üsulları arasında ən uzun tarixə malikdir və termoset qatranlarının emalında geniş istifadə olunur. Belə qatranlar və karbon lifləri əsasında kompozit materiallardan məhsullar əldə etmək üçün bu üsul demək olar ki, dəyişmədən istifadə olunur. Aşağıdakı xarakterik xüsusiyyətləri qeyd etmək olar:
1. Aşağıda nəzərdən keçirilən termoplastiklərdən məmulatların qəliblənməsi üsullarından fərqli olaraq, bu üsul, materialın əsas hissəsində komponentlərin yenidən bölüşdürülməsinə ehtiyac olmadığı üçün tələb etmir. yüksək təzyiqlər məhsulları qəlibləmə zamanı və buna görə də nisbətən ucuz metal qəliblərdən və presləmə üçün avadanlıqlardan istifadə etməyə imkan verir.
2. Davamlı lif gücləndirici materialların istifadəsi sayəsində məhsullar çox yüksək möhkəmliyə və sərtliyə malikdir. Bundan əlavə, təbəqə qəlibləmə materiallarının emalı, injection qəlibləmə və bəzi digər üsullardan istifadə zamanı baş verən bağlayıcı axını səbəbindən liflərin yanlış hizalanması ehtimalı aradan qaldırılır.
3. Ölçü dəqiqliyi yüksək olan məmulatlar əldə etmək mümkündür.
4. Epoksi qatranlarına əsaslanan bağlayıcılar, eləcə də doymamış poliester qatranları, polivinil efirlər, poliimidlər və digər növ polimerlər adətən bu tip karbon lifi ilə gücləndirilmiş plastiklərdə polimer matrisləri kimi istifadə olunur.
Nəzərdən keçirilən metodun bir çox üstünlükləri var, onun dezavantajı isə çoxmərhələli prosesə görə aşağı məhsuldarlıqdır. Metal ştamplardan istifadə edərək prepreglərdən məhsul əldə etmək üçün əməliyyatların ardıcıllığını göstəririk:
1. Məhsulun verilmiş xassələrindən asılı olaraq lifin oriyentasiya sxemi seçilir və buna uyğun olaraq prepreq otaq temperaturunda (qayçı və ya bıçaqla) kəsilir.
2. Müəyyən formanın kəsilmiş vərəqləri torbaya bükülür; bir istiqamətli prepreglərdən məhsulları sıxarkən, lif dislokasiyasının qarşısını almaq üçün bağlama xüsusi tetron parça ilə bükülür.
3. Hazırlanmış bağlama metal qəlibə qoyulur.
4. Epoksi qatranlarına əsaslanan bağlayıcılardan istifadə edərkən, bağlama 1-2 dəqiqə qızdırılır və yalnız bundan sonra preslənməyə başlanır. Optimal ekspozisiya müddətindən sapma ilə, presləmə zamanı qəliblənmiş məhsulun içərisində məsamələr görünür. Təzyiq dəyəri məhsulun formasından asılıdır: düz təbəqələr üçün təxminən 1 MPa, mürəkkəb konfiqurasiyalı məhsullar üçün - 5 - 10 MPa-a qədər. Hər bir fərdi vəziyyətdə istilik müalicəsinin temperaturu və vaxtı istifadə olunan polimer sisteminin növündən asılıdır və buna görə də burada nəzərə alınmır.
5. Qəlib açılır, ondan hazır məhsul çıxarılır və hazır vəziyyətə gətirilir (təmizlənir).
Hazır məhsulu qəlibdən çıxardıqdan sonra, lazım gələrsə, istilik kamerasında məhsulun əlavə müalicəsini aparmaq mümkündür.
Avtoklav kalıplama

Avtoklav kalıplama . Karbon lifləri əsasında prepreg və ya çox qatlı prepreg kisəsi forma üzərinə düzülür, onunla birlikdə vakuum torbasına qoyulur və içindəki təzyiq azaldılır. Atmosfer təzyiqinə görə təzyiq qradiyenti yaratmaqla sərtləşmənin aparıldığı üsul vakuum torbalama adlanır. Həddindən artıq xarici təzyiq tez-tez bir avtoklav istifadə edərək yaradıldığından, bu üsula otoklav qəlibləmə də deyilir. Əvvəlcə təyyarə hissələrini bir-birinə yapışdırmaq üçün istifadə edilmişdir.
Avtoklavla qəlibləmə prosesinin özü aşağıdakı əsas addımlardan ibarətdir: 1) qəlibə lazımi sayda prepreq qat tətbiq edilir; 2) qurutma yüksək təzyiq və temperaturda avtoklavda aparılır; 3) qurudulmuş məhsulların bitirilməsini (təmizlənməsini) həyata keçirmək. Çox vaxt otoklavda quruduqda vakuum torbası da istifadə olunur. Nəzərə alınan qəlibləmə üsuludur
dövri; məhsulların xassələrinə vakuum torbasının formasına, növünə və xassələrinə və s.
Avtoklav qəlibləmə üsulunun aşağıdakı xarakterik xüsusiyyətlərini qeyd etmək olar: 1) vahid qalınlıqda məhsulların alınması imkanı; 2) böyük ölçülü məhsulların qəliblənməsi imkanı; 3) məhsulların səthinin yüksək keyfiyyəti; 4) vakuum torbasından istifadə edərkən məsaməliliyi aşağı olan yüksək keyfiyyətli məhsullar alınır.
Avtoklavla qəlibləmə üsulunun dezavantajı onun kifayət qədər bahalı olması, əl əməyi tələb etməsi və buna görə də məhsulların kütləvi istehsalı üçün uyğun olmamasıdır. Buna baxmayaraq, karbon lifi ilə gücləndirilmiş plastiklər kimi yüksək keyfiyyətli və yüngül materiallardan məhsulların istehsalı üçün çox effektivdir. Prosesin (və müvafiq olaraq məhsulların) maya dəyərinin azaldılması perspektivi bir sıra əməliyyatların mexanikləşdirilməsi və avtomatlaşdırılması, bunun sayəsində əmək xərclərinin azaldılması və vakuum torbaları üçün ən yaxşı materialların seçilməsi ilə əlaqələndirilir. Bu üsul üçün yenidən istifadə oluna bilən, istiliyədavamlı və davamlı silikon rezin torbalardan istifadənin mümkünlüyü araşdırılır. Xüsusilə, müalicə prosesinin xüsusiyyətlərini nəzərə almaq üçün temperatur və təzyiqi seçmək vacibdir, çünki bu parametrlər qəliblənmiş məhsulun xüsusiyyətlərinə əhəmiyyətli dərəcədə təsir göstərir.
Avtoklav qəlibləmə üsulunda vakuum torbalarından istifadənin yanğın təhlükəsini qeyd etmək lazımdır. Bu üsuldan istifadə edərkən yanğın və partlayışların bəzi nümunələri əsərdə verilmişdir. Buna görə də, otoklavda qəlibləmə zamanı inert atmosferdən (məsələn, azot) istifadə etmək və digər təhlükəsizlik tədbirlərini görmək lazımdır.
Borulu məhsulların sarılması üsulu.

Borulu məhsulların sarılması üsulu. Bu üsula döngə üsulu da deyilir. Çubuqları, qolf klubunun tutacaqlarını və digər boru məmulatlarını formalaşdırmaq üçün istifadə olunur. Bir istiqamətli parça prepreg iki qızdırılan masa arasında yerləşən silindrik bir mandrel ətrafında sarılır. Mandrelə sarma masaların nisbi yerdəyişməsi ilə həyata keçirilir.
Bu üsul, aşağıda nəzərdən keçirilən iplərin sarılması üsulu ilə müqayisədə aşağıdakı üstünlüklərə malikdir:
1. Avadanlıq çox sadə və ucuzdur.
2. Metod sadə üsullarla prepreglərdən daralmış boru məmulatlarının küləyinə imkan verir; iplərlə sararkən, bu cür məhsulların istehsalı çətindir.
3. Prepreglərin istifadəsi sayəsində məhsuldakı komponentlərin nisbi tərkibi çox sabitdir.
4. İstehsal iş şəraitini yaxşılaşdıran maye bağlayıcının istifadəsini nəzərdə tutmur.
5. Texnoloji proses kifayət qədər sadə və məhsuldardır. Metodun dezavantajı, böyük diametrli böyük ölçülü boruların formalaşmasına imkan verməməsidir.
Təxminən 400 K temperaturda sərtləşən epoksi bağlayıcılardan və karbon liflərinə əsaslanan bir istiqamətli prepreqlərdən istifadə etməklə bu üsulla boru məmulatlarının istehsalı aşağıdakı mərhələləri əhatə edir: 1) karbon lifləri əsasında hazırlanmış prepreq istənilən formalı blanklara kəsilir; 2)
masaya silindrik bir mandrel quraşdırın; 3) karbon lif prepregini masaya qoyun; 4) prepregi masa ilə mandrel arasındakı boşluğa daxil edin və masaların nisbi hərəkətindən istifadə edərək, prepregi mandrelə sarın; 5) yara prepreg sobada müalicə olunur; 6) xüsusi maşında mandrel hazır borudan çıxarılır; 7) həyata keçirmək
İplik sarma üsulu.

İplik sarma üsulu. Karbon plastiklərinin qəliblənməsinin bütün mümkün üsulları arasında dolama üsulu ən yüksək deformasiya və möhkəmlik xüsusiyyətlərinə malik məhsullar əldə etməyə imkan verir. Sarma üsulları sözdə "quru" və "yaş" sarma üsullarına bölünür. Birinci halda, prepregs iplər, bağlamalar və ya lentlər şəklində sarma üçün istifadə olunur. İkinci halda, möhkəmləndirici materiallar birbaşa sarma prosesində bir bağlayıcı ilə emprenye edilir; İkinci üsul ən çox istifadə olunur.
Bu yaxınlarda, liflərin uyğunlaşdırılması üçün mexaniki idarəetmə əvəzinə kompüter sistemlərindən istifadə edən avadanlıq hazırlanmışdır. Bu, əyilmələri və qeyri-müntəzəm forması olan boru məmulatları, eləcə də mürəkkəb həndəsə malik məhsullar əldə etməyə imkan verir. Sarma avadanlığı çevik texnologiyadan istifadə etməklə hazırlanır, burada möhkəmləndirici lifli materialları istənilən istiqamətdə mandrelə qoymaq olar.
Karbon lifli materialların sarma üsulu ümumiyyətlə xeyli sayda işin mövzusu olan fiberglasdan hazırlanmış məhsulların sarılması üsullarına bənzəyir. Məhsulların sarılması üsulu aşağıdakı əsas addımlardan ibarətdir:
1. Başlanğıc materialların hazırlanması: seçim uyğun tip karbon gücləndirici materiallar (yivlər, bağlamalar) və onların çarxda quraşdırılması; sertleştirici və polimer matrisinin digər komponentləri ilə bağlayıcının seçilməsi və hopdurucu vannanın onlarla doldurulması.
2. Mandalın hazırlanması: sarma maşınına yerləşdirilməsi, mandrelin səthinin kirdən, tozdan, əvvəlki məmulatın sarımından qalan polimer hissəciklərindən təmizlənməsi və mandrelin floropolimerlər əsasında və ya silikon tərkibli tərkiblə örtülməsi. məhsulun sonrakı ayrılmasını yaxşılaşdırmaq üçün birləşmələr.
3. Dolama. Verilmiş möhkəmləndirmə sxemindən asılı olaraq, mandrelin fırlanma sürətinin və çarxı iplər və ya bağlamalarla daşıyan traversin hərəkət sürətinin nisbəti seçilir; dolama sürəti (ipin hərəkəti) adətən 10-30 m/dəq.
4. Müalicə. Müvafiq temperaturda (395 və ya 450 K-də epoksi qatranlar olduqda) istilik kamerasında aparılır; qurutma müddəti adətən 1 - 2 saatdır; qurutma prosesi zamanı mandrelin fırlanmasına davam etmək arzu edilir.
5. Məhsuldan mandrelin çıxarılması, xüsusi maşın (kapstan) istifadə edərək həyata keçirilir.
6. Məhsulu bitirmək: onun uclarını təmizləmək və emal etmək və s.
Sarma üsulundan istifadə edərkən, məhsullar bəzən müalicə mərhələsindən əvvəl tetron büzülmə filmi ilə bükülür ki, bu da prosesdə materialdan artıq bağlayıcını sıxmağa kömək edir.
liflərin nisbi tərkibinin və məhsulların möhkəmliyinin artmasına səbəb olan məhsulların müalicəsi.
Müəyyən bir möhkəmləndirmə sxemi üçün karbon lifinin termal genişlənmə əmsalı dolama bucağından çox asılıdır. Buna görə də, məhsulların mandreldən çıxarılmasını asanlaşdırmaq üçün, sarma üsulu ilə əldə edilən məhsullarda möhkəmləndirmə sxemini (lif oriyentasiyasını) hesablayarkən bu amili nəzərə almaq lazımdır.
Epoksi qatranları daha çox karbon lifli məhsulların sarılması üçün istifadə olunur, doymamış polyester qatranlar isə fiberglas məhsulların sarılması üçün istifadə olunur. Poliimid qatranları istiliyədavamlı məhsullar əldə etmək üçün istifadə olunur.
Sarma üsullarının əsas xüsusiyyətləri:
1. Karbon liflərinin yüksək möhkəmliyini və elastiklik modulunu maksimum dərəcədə artırmaq və yaxşı xüsusiyyətlərə malik karbon lifini almaq imkanı.
2. Sarma prosesinin avtomatlaşdırılması və nəticədə sabit xassələrə malik məhsulların alınması imkanı.
3. Sarma zamanı lifin istiqamətləndirilməsi sxemlərinin müxtəlifliyi son məhsulun tələb olunan xüsusiyyətlərindən asılı olaraq optimal material strukturunu seçməyə imkan verir.
Sarma üsulu karbon lifindən məhsul istehsal etmək üçün ən qabaqcıl və səmərəli üsullardan biridir.
Pultrusion.

Bir istiqamətli profilli məhsulların alınması prosesi. Broşlama (və ya pultrusion) üsulu da adlanan bu prosesin əsas mərhələləri: 1) lif bağlamalarının bağlayıcı ilə hopdurulması; 2) artıq bağlayıcının sıxılması; 3) materialı davamlı və ya dövri şəkildə kalıpdan çəkərək verilmiş kəsiyi vermək; 4) profil məhsullarının verilmiş uzunluqdakı elementlərə kəsilməsi. Belə bir proses son dərəcə sadədir, tam avtomatlaşdırılmışdır və möhkəmləndirilmiş plastikdən profilli məhsulların sənaye istehsalı üçün çox perspektivlidir. Bununla belə, onun mənfi cəhətləri də var ki, bu da sənaye sektorunda inkişafının və inkişafının ilkin dövründə xüsusilə aydın görünürdü.
istehsal:
1. Prosesin sürəti bağlayıcının temperaturundan və sərtləşmə sürətindən asılıdır və aşağı istilik davamlı polyester qatranlar üçün adətən yavaş olur.
2. Nisbətən sadə bir kəsik forması olan məmulatlar - dəyirmi, kvadrat, I-şüa və digərləri istisna olmaqla, məhsulların uzunluğu boyunca kəsiyinin ciddi sabitliyini təmin etmək çətindir.
3. Məhsulları əldə etmək üçün yalnız saplardan və ya bağlamalardan istifadə etmək lazımdır.
Son zamanlarda profil məhsullarının alınması prosesinin yuxarıda göstərilən mənfi cəhətləri tədricən aradan qaldırılır və onun tətbiqi nəzərəçarpacaq dərəcədə genişlənir. Polimer matrisləri kimi polivinil efirlərə və epoksi qatranlarına əsaslanan kompozisiyalar istifadə olunur. Hal-hazırda Goldsworthy Eng polisulfon, polietersulfon, plastikləşdirilmiş poliimid və s. istifadə edərək profilli məhsulların qəliblənməsi texnologiyasını inkişaf etdirir. Belə polimer matrislərin istifadəsi
102 m/dəq sifarişdən təxminən 5 mm diametrli dəyirmi çubuqların formalaşma sürətinə nail olmağa imkan verir. Mürəkkəb möhkəmləndirmə sxemləri ilə profil məhsulları əldə etmək üçün lifli paspaslar və ya parçalar əsasında laylı materialların çəkilməsi üçün üsullardan istifadə olunmağa başlandı. Hal-hazırda, spiral təbəqənin sarılmasını və bükülməni birləşdirən boru məmulatlarının istehsalı üçün üsullar hazırlanır. Broşlama üsulu ilə əldə edilən mürəkkəb möhkəmləndirmə sxemi olan materialların istifadəsinə misal olaraq, mürəkkəb kəsişmə profilinə malik külək turbininin bıçaqlarını adlandırmaq olar. Goldsworthy Eng.B. hazırda əyri səthə və dəyişən en kəsimə malik avtomobil yarpaq yayları üçün yarımfabrikatların formalaşdırılması üçün avadanlıq hazırlayır.
enjeksiyon üsulu.
Karbon lifindən məhsulların alınması üçün inyeksiya üsulu. Bu üsul çoxdan məlumdur: ilk dəfə onun üçün patentlər təxminən 30 il əvvəl ortaya çıxdı. Məhsullar əvvəlcə bir qəlibə möhkəmləndirici material yerləşdirmək və sonra ona bir bağlayıcı yeritməklə əldə edilir. Metodun üstünlükləri: 1) qəlibin, inyeksiya qurğularının və köməkçi avadanlıqların nisbətən aşağı qiyməti; 2) azaldılmış enerji istehlakı; 3) prosesin avtomatlaşdırılması imkanı; 4) prosesin bütün mərhələlərində bağlayıcının bağlanması səbəbindən ətraf mühitə uyğunluq mühit həcm; 5) irihəcmli məhsulların kiçik və orta miqyaslı istehsalının mümkünlüyü.
Enjeksiyon üsulu ilə əldə edilən fiberglas məhsullarına misal olaraq kiçik qayıqlar, avtomobilin kuzov hissələri, ventilyator qanadları, zibil qutuları, santexnika və s. daxildir. Çox vaxt bu üsulla şüşə və karbon liflərinin birləşməsinə əsaslanan hibrid plastiklərdən məhsullar istehsal olunur, daha az hallarda - karbon lifindən.
Tez-tez istifadə olunan bağlayıcılar doymamış poliesterlərə əsaslanan kompozisiyalardır, baxmayaraq ki, epoksi qatranları və kifayət qədər aşağı özlülük və yüksək sərtləşmə sürətinə malik digər bağlayıcılar da uğurla istifadə edilə bilər.
Təzyiqli tanklar və ya nasoslar enjeksiyon cihazları üçün qidalandırıcı kimi xidmət edə bilər. Enjeksiyon avadanlığının növündən asılı olmayaraq, enjeksiyon əməliyyatından dərhal əvvəl tərkibində bərkidici maddə olan bağlayıcı, bərkidici sürətləndirici olan bağlayıcı ilə qarışdırılır.
Enjeksiyon təzyiqi nisbətən aşağı olduğundan (təxminən 10 MPa), qəliblərin dizaynı olduqca sadədir. Kalıbda qatran enjeksiyon deliği üçün düzgün yer seçmək vacibdir. Xüsusilə, möhkəmləndirici material nisbətən sadə bir forma həcmində bərabər paylanırsa, onda enjeksiyon çuxuru demək olar ki, həmişə məhsulun mərkəzi hissəsində yerləşdirilir.
Otaq temperaturunda qurudulmuş doymamış poliester qatranlarına əsaslanan bağlayıcılardan istifadə edərək inyeksiya üsulu ilə məhsulların qəliblənməsi əməliyyatlarının ardıcıllığını göstərək:
1. Kalıbın təmizlənməsi və məhsulun qəlibdən çıxmasını asanlaşdıran yapışqan əleyhinə vasitənin nazik təbəqəsi ilə vurulması (silikon mum və polivinil spirtinin qarışığı; kalıbın sabit hissəsi yalnız silikon mumla örtülmüşdür).
2. Məhsulun xarici örtüyünün formalaşdırılması üçün kalıbın səthinə bağlayıcı təbəqənin tətbiqi.
3. Kalıba karbon və ya şüşə liflərin və ya digər möhkəmləndirici materialların, gömülü elementlərin və s.
4. Hissələrinin bir-birinə nisbətən bərkidilməsi ilə kalıbın bağlanması.
5. Bağlayıcının qapalı qəlibinə təzyiq altında vurulması.
6. Məhsulların təxminən 15-30 dəqiqə ərzində bərkiməsi.
7. Kalıbın açılması.
8. Məhsulun sıxılmış hava ilə qəlibdən ayrılması.
9. Məhsulun son emalı (kənarların və çubuqların kəsilməsi, təmizlənməsi və s.).
Vərəq tökmə materialları üçün matris qəlibləmə üsulu.

Vərəq tökmə materialları üçün matris qəlibləmə üsulu. Karbon liflərinə əsaslanan təbəqə qəlibləmə materiallarının (SMS) ekstruziyası əsasən şüşə liflər əsasında oxşar materialların ekstruziyası ilə eyni şəkildə həyata keçirilir. Presləmə zamanı yüksək təzyiqdən istifadə edilməlidir. Kalıplanmış məhsulların proyeksiya sahəsini nəzərə alaraq, sadə formalı məhsullar üçün 3-5 MPa, mürəkkəb üçün 15 MPa olmalıdır. Bu tələblərə uyğun olaraq bir qəlib dizayn etmək və presləmə avadanlığını seçmək lazımdır.

Vərəq tökmə materialları üçün preslər aşağıdakı şərtlərə cavab verməlidir:
1. Qəliblənmiş məhsulların proyeksiya sahəsindən və onların konfiqurasiyasından asılı olaraq 15-20 MPa-a qədər təzyiq yarada bilmək lazımdır.
2. Təzyiqin yarandığı həcm nəzərə alınmaqla mətbuatın özünün kifayət qədər sərtliyi və yüksək dəqiqliyi tələb olunur. Presləmə avadanlığı JIS B 6403-ün birinci bölməsinə uyğun olmalıdır.
3. Operator zərbənin sürətini saniyədə bir millimetrdən bir neçə millimetrə qədər tənzimləməyi bacarmalıdır.
4. Qızdırıldıqda presin elementlərində baş verən deformasiyaları nəzərə almaq lazımdır.
Vərəq qəlib materiallarının emalı üçün metal qəliblər aşağıdakı tələblərə cavab verməlidir:
1. Kalıpların istehsalı üçün çuqun istifadə edilə bilməz, lakin saxta və ya alaşımlı poladdan istifadə edilməlidir. Kalıpların səthi xrom örtüklü olmalıdır.
2. Kalıbın iki yarısı arasındakı boşluq minimum olmalıdır və orta hesabla, kalıbın bütün perimetri boyunca müəyyən edilmiş qəlibləmə təzyiqini saxlamaq üçün 0,05 - 0,2 mm-dən çox olmamalıdır. Zımbanın hərəkəti 7-20 mm olmalıdır.
3. Qabaqlardakı sərt bələdçilər qəlibin bağlanmasının düzgünlüyünü təmin etməli və təzyiq tətbiq edərkən və qəlibin uclarını əzərkən yanlış hizalanmanın qarşısını almalıdır.
Vərəq qəlibləmə materiallarını məhsullara emal edərkən mərhələ bağlamanın qəlibə yüklənməsi əməliyyatıdır. Məhsulların gücünə və görünüşünə böyük təsir göstərir. Əsas qəlibləmə mərhələlərinin ardıcıllığı aşağıdakı kimidir:
1. Kəsmə (kəsmə) təbəqə qəlibləmə materialı (seriyalı istehsalda avtomatik kəsmə maşını istifadə olunur).
2. Kəsilmiş vərəq qəlibləmə materialının formada yerləşdirilməsi sxeminə uyğun qablaşdırılması.
4. Kalıbın yuxarı və aşağı hissələrinin bağlanması.
5. Artan təzyiq və temperatur (doymamış poliester qatranlarına və polivinil efirlərə əsaslanan bağlayıcılar üçün temperatur adətən 403 - 413 K; yaxşılaşdırmaq üçün görünüş məhsullar, kalıbın temperaturu 5 - 10 K daha yüksək olmalıdır). Təzyiq altında saxlama müddəti məhsulun konfiqurasiyası (əsasən onun qalınlığı) ilə müəyyən edilir və bir neçə dəqiqədir.
6. Kalıbın birləşdiricisi və ondan məhsulun çıxarılması.
7. Hazır məhsulun tamamlanması (təmizlənməsi).
Metod aşağıdakı qüsurların mümkünlüyünü istisna etmir: 1) qıvrımlar və ya yerli qalınlaşma; 2) möhkəmləndirici liflərin qeyri-bərabər paylanması (məhsulun qalınlığı 1 mm-dən az olduqda, liflərlə doldurulmuş tərkibdə bağlayıcının yenidən paylanması çətindir, bunun nəticəsində materialın strukturunda yerli heterojenlik yarana bilər, bu da məhsulun görünüşünün pisləşməsinə); 3) çatlar, məsamələr, şişlər və digər qüsurlar. Burada sadalanan qüsurların aradan qaldırılması üsulları nəzərdən keçirilmir.
Məhsulların möhkəmliyini və sərtliyini artırmaq üçün yüksək miqdarda möhkəmləndirici liflər olan təbəqə qəlibləmə materiallarından istifadə etməyə meyllidirlər. Lakin bu halda kompozisiyanın reoloji xassələri pisləşir, məhsulların səthində bağlayıcı ilə qorunmayan möhkəmləndirici liflər görünə bilər və digər fəsadlar yarana bilər.
Vərəq qəlibləmə materiallarının hazırlanması çox qısa bir qəlibləmə dövründə (3-5 dəqiqə) mürəkkəb formalı məhsullar əldə etməyə imkan verir. Buna görə də, bu materiallar və onların qəlibləmə üsulu seriyalı məhsulların sənaye istehsalında geniş yayılmışdır. Levha qəlibləmə materiallarından hazırlanan məhsulların möhkəmliyi və sərtliyi digər prepreglərdən hazırlanan məmulatlardan bir qədər aşağıdır; təbəqə qəlibləmə materialları və bir istiqamətli və ya parça prepreglərin birləşməsi bəzən məhsulun xüsusiyyətlərini yaxşılaşdırmaq üçün istifadə olunur.
Köpük təbəqəsi ilə qəlibləmə.
Köpük təbəqəsi ilə qəlibləmə. Bu üsul həmçinin bağlayıcı sıxma qəlibləmə adlanır. Kalıplama prosesi aşağıdakı kimi həyata keçirilir:
1. Polimerlə hopdurulmuş əlaqə məsamələri olan köpükün hər iki tərəfində (məsələn, poliuretan köpük), möhkəmləndirici materiallar parça, döşək və s.
2. Paket bir qəlibə yerləşdirilir və bağlayıcı təzyiq altında köpük plastikdən sıxılır və bu, onun hər iki tərəfində yerləşən möhkəmləndirici materialların təbəqələrinə nüfuz edir.
3. Temperaturu yüksəltməklə qablaşdırma qurudulur və mərkəzdə köpük təbəqəsi olan məhsul alınır.
Prosesin aşağıdakı üstünlükləri var:
1. Quru formada lifli möhkəmləndirici materialın istifadəsi ilə əlaqədar texnologiyanın sadəliyi.
2. Bir əməliyyat nəticəsində yüksək sərtliyə malik yüngül üç qatlı məmulatlar (sendviç şəklində) əldə etmək mümkündür.
3. Metod yüksək təzyiqlər tələb etmir; adətən təzyiq 1 - 1,7 MPa təşkil edir ki, bu da qəliblərin hazırlanması xərclərini azaldır.
Qeyd etmək lazımdır ki, bu üsul nisbətən sadə formalı məhsulların alınması üçün tətbiq olunur. Metod nisbətən yaxınlarda hazırlanmışdır və onun sonrakı yayılması üçün bir sıra texniki problemləri həll etmək lazımdır.
Termokompressiya ilə qəlibləmə üsulu. Bu üsul həm də elastik alətlərdə polimerlərin qəliblənməsi, termal genişlənmə ilə qəlibləmə və s. adlanır, lakin onun hələ yaxşı qurulmuş adı yoxdur. Bu üsul hazırda ən mütərəqqi materiallardan, xüsusən də karbon lifindən məhsullar əldə etmək üçün mənimsənilir. Metod belə adını almışdır ki, silikon kauçuk və qızdırıldıqda genişlənən digər elastomerlər matris materialı kimi istifadə olunur, temperatur deformasiyasında qəlibləmə təzyiqi yaranır. Şüa oxu boyunca təzyiq bir dəstək plitəsi ilə müqavimət göstərir; belə avtoklav formalaşdırma üsulu adi vakuum formalaşdırmanın çətin və ya səmərəsiz olduğu mürəkkəb formalar üçün tövsiyə oluna bilər.
Bu metodun praktiki tətbiqinə misal olaraq ABŞ-da Sain Kaboo Supa markasının istehsalı olan materialdan B-1 strateji bombardmançı təyyarələrinin bəzi hissələrinin hazırlanmasını göstərmək olar. Məlumdur ki, Yaponiyada əsas struktur elementləri oxşar üsulla alınır. ABŞ-da matrislərin istehsalı üçün elastomerlər olaraq, əsasən DAPC O-dan Capcoast markasının orqanosilikon kauçuklarından istifadə olunur.Silastic markasının silikon kauçukları da Dow Corning tərəfindən istehsal olunur. Yaponiyada onlar, məsələn, Tore Sirikondan olan SH9556 RTV rezininə uyğundur.
Karbon lifləri ilə doldurulmuş termoplastiklərin injection qəlibləri.
Enjeksiyon qəlibləmə üsulu, ekstruziya ilə yanaşı, polimer materiallardan məhsulların istehsalı üçün ən çox yayılmış sənaye üsuludur. Bu üsul mürəkkəb formalı məhsullar əldə etmək üçün ən təsirli üsullardan biridir. CFRP-dən injection qəlibləmə yolu ilə məhsul əldə edərkən aşağıdakıları nəzərə almaq lazımdır:
1. Sənayedə polimerin növü, lif tərkibi, müxtəlif qatqıların olması və s. ilə fərqlənən müxtəlif dərəcəli inyeksiya ilə qəliblənmiş termoplastiklər istehsal olunur. Buna görə də məhsulların təyinatından asılı olaraq, doldurulmuş termoplastikanın ən uyğun markası seçilməlidir. . Məhsulların fiziki xassələri liflərin oriyentasiya dərəcəsindən təsirlənir, bu, xüsusilə büzülmə miqdarında əks olunur. Müxtəlif istehsalçılar öz kataloqlarında müxtəlif dərəcəli lif oriyentasiyası olan nümunələr üçün xarakterik dəyərlər verdiyindən, müvafiq doldurulmuş termoplastik markasını seçərkən bu hal da nəzərə alınmalıdır.
2. Şüşə lifləri ilə müqayisədə karbon lifləri daha kiçik diametrə, yüksək elastiklik moduluna və aşağı uzanmağa malikdir; buna görə də qəlibləmə prosesi zamanı asanlıqla qırılırlar. Qarışdırarkən əhəmiyyətli arxa təzyiq yaratmayacaq bu cür vintlərdən istifadə etmək lazımdır; yüksək təzyiqçubuqda baş verir, ona görə də kiçik çubuqlardan istifadə etmək arzuolunmazdır bölmə, belə ki bu zonada karbon liflərinin məhv edilməsinin qarşısını almaq üçün.
3. Belə materiallar təkrar emal edildikdə, liflərin uzunluğu daha qısa olur; buna görə də, qarışdırma intensivliyi orijinal ilə müqayisədə təxminən 30% azaldılması arzu edilir.
4. Kalıbın büzülməsi qatran matrisinin növündən, lifin tərkibindən və oriyentasiyasından və digər amillərdən asılıdır; lif oriyentasiyasının nümunələrin möhkəmliyinə və elastiklik moduluna təsiri.
5. Karbon lifləri ilə doldurulmuş termoplastiklərin fiziki xassələrinin anizotropiyası tərkibində şüşə liflər olan termoplastiklərin xüsusiyyətlərinin anizotropiyasına bənzəyir. Fiberglasın şüşə muncuqlarla, qeyri-üzvi və digər növ dispers doldurucularla birləşməsi kompozit materialın xüsusiyyətlərinin pisləşməsinə səbəb olur; eyni şey karbon lifləri ilə doldurulmuş termoplastiklərin enjeksiyon qəlibində müşahidə olunur. Köklərin yeri büzülməyə böyük təsir göstərir, bu da məhsulun formasının pozulmasına səbəb olur: yaxşı effekt eyni vaxtda bir neçə sprudan istifadə etməklə əldə edilir.
6. Həm karbon, həm də şüşə lifləri ilə gücləndirilmiş termoplastikləri qaynaq etmək çətindir; qaynaqlanmış birləşmənin gücü aşağıdır; buna görə də qaynağın ölçülərini minimuma endirmək və çubuqun mümkün qaynaq zonasına yaxın yerləşdirilməsi və qaynaqda gərginlik yaratmaması arzu edilir.
Karbon lifləri ilə doldurulmuş termoplastik məhsullar doldurulmamışlardan daha az hamar səthə malikdir; görünüşü yaxşılaşdırmaq və səth pürüzlülüyünü azaltmaq üçün kalıbın temperaturunu mümkün qədər artırmaq, həmçinin polimer tərkibinin qəlibə vurulma müddətini azaltmaqla prosesin sürətini artırmaq lazımdır.
8. Karbon liflərinin yüksək elektrik keçiriciliyi ilə əlaqədar olaraq, polimer tərkibini mümkün qədər tez burundan çıxarmaq lazımdır, əks halda burun qızdırıcısının yanmasına səbəb ola bilər.
Karbon lifləri ilə gücləndirilmiş termoplastiklərin ştamplanması. Bu halda, yarımfabrikat qısa və ya uzun liflərlə doldurulmuş təbəqə termoplastik materiallardır. Onlardan məhsullar polimerin ərimə nöqtəsindən aşağı bir temperaturda bir metal qəlibdə sıxılır. Bu üsul təbəqə qəlibləmə materiallarının preslənməsi üsuluna bənzəyir, lakin təbəqə ilə doldurulmuş termoplastiklərin emalı zamanı material axını əhəmiyyətli dərəcədə azdır. Həm də metal plitələr arasında presləmə üsuluna yaxındır. Doldurulmuş termoplastiklərin ştamplama üsulu müəyyən dərəcədə vakuum əmələ gətirmə üsuluna, eləcə də təzyiq və vakuumu birləşdirən digər üsullara bənzəyir. Onun fərqləndirici xüsusiyyət– müsbət və mənfi metal matrislərdən ibarət parçalanmış qəlibdən istifadə edərək daha yüksək təzyiqlər yaratmaq ehtiyacı.
İşdən götürülmüş əsas ştamplama şərtləri.

1. Çarşaflar isti hava ilə qızdırılır və ya infraqırmızı şüalanma belə ki, səthin temperaturu polimerin ərimə nöqtəsindən təxminən 20-40 K yüksəkdir; İstilik müalicəsi müddətini qısaltmaq üçün infraqırmızı istilik mənbələrini əvvəlcədən isitmə ilə birlikdə istifadə etmək daha yaxşıdır.
2. Metal qəlibin temperaturu mümkün qədər yüksək, lakin polimerin ərimə nöqtəsindən aşağı olmalıdır; eyni zamanda reoloji xassələrdən yaxşı istifadə olunur və belə çıxır hamar səth, lakin qəlibləmə dövrü artır; neylon 6 üçün optimal qəlib temperaturu təxminən 373 - 423 K-dir.
3. Kalıplama təzyiqi məhsulun konfiqurasiyasına və metal kalıbın temperaturuna görə seçilir - optimal təzyiq 15 - 60 MPa; davamlı liflərlə möhkəmləndirilmiş materialları formalaşdırarkən daha yüksək təzyiqlərə ehtiyac var.
4. Qapalı qəlibdə soyutma müddəti məhsulların divar qalınlığından və metal qəlibin temperaturundan asılıdır; adətən 10 - 45 s-dir, bu, təbəqə qəlibləmə materiallarının emalı vəziyyətindən bir qədər azdır.
5. Kalıbın bağlanma sürəti çox yüksək olarsa, o zaman davamlı liflər əsasında materiallardan istifadə edərkən bu, onların məhvinə səbəb ola bilər; qəlibi çox yavaş bağladıqda
polimer matrisinin axınına görə qırışlar əmələ gələ bilər.
6. Enjeksiyon qəlibində olduğu kimi, qazların qəlibdən çıxarılmasını təmin etmək lazımdır.
Kompozit materiallardan məhsulların qəliblənməsinin digər üsulları. Bunlara REM qəlibləmə, spin tökmə, fırlanan qəlibləmə və bir sıra digər üsullar daxildir. Bununla belə, hazırda onların arasında karbon lifi ilə gücləndirilmiş plastiklər üçün xüsusi olaraq uyğun olan üsullar yoxdur.
3.3.2. Karbon lifindən məhsulların istehsalı texnologiyalarının bəzi nümunələri
IN elmi məqalələr, patentlər və digər nəşrlərdə müasir karbon lifindən idman məmulatları, təyyarə hissələri və s. almaq üçün praktikada istifadə olunan müxtəlif texnoloji həllər nəzərdən keçirilir.
Qolf klubları. Qolf çubuqlarının istehsalında əsasən iplik sarma üsulu və ya dönərli masa üsulundan istifadə olunur.

Qolf klubları aşağıdakı xüsusiyyətlərə malik olmalıdır: yüngül olmalıdır, kifayət qədər burulma sərtliyinə və əyilmə gücünə malik olmalıdır və s. Bu xüsusiyyətlərə liflərin oriyentasiyası həlledici təsir göstərir. Tipik olaraq, burulma sərtliyini artırmaq üçün daxili təbəqənin dolama bucağı ± (30 - 60 °) təşkil edir və əyilmə sərtliyinə nəzarət etmək və kifayət qədər əyilmə gücü əldə etmək üçün xarici təbəqə 0 ilə ± 10x arasında bir açı ilə istiqamətləndirilir. borunun oxu. Qolf klubunun qəlibləmə texnologiyası baxımından aşağı gözeneklilik və müntəzəm lif quruluşu olan material əldə etmək vacibdir.
Çubuqlar. Çubuqlar, qolf klubları kimi, borulardan hazırlanır, bu halda nazik divarlı olmalıdır. Liflər əsasən məhsulun oxuna paralel (yəni 0 bucaq altında) yerləşir. Buna görə də, onların qəliblənməsi üçün fırlanan masa üsulu əsasən istifadə olunur. Çubuqlar olmalıdır müəyyən xüsusiyyətlər. Qolf klubları kimi, onlar yüngül olmalıdır və balıq tutmağınızdan və balıq növündən asılı olaraq düzgün ölçülərə (uzunluq və qalınlığa) malik olmalıdırlar. Buna görə də, müxtəlif ölçülü çubuqlar istehsal olunur. Bunun üçün müxtəlif növ liflər istifadə olunur (yüksək modullu və yüksək güclü karbon lifləri, bor lifləri, Kevlar lifləri və s.); oriyentasiya sxemləri və lif məzmunu, polimer matrisinin növü və qəlibləmə üsulu dəyişərkən. Gücü artırmaq üçün liflər tez-tez əlavə olaraq 90 bir açı ilə yönəldilir. Qolf çubuqlarının istehsalında olduğu kimi, material strukturunda liflərin düzülməsinin qanunauyğunluğunu və bağlayıcının aşağı məsaməliliyini təmin etmək vacibdir. Çubuqlar nazik divarlı borular olduğundan, onlar mandreldən çıxarıldıqda, təhriflər baş verə bilər və buna görə də dönər üsuldan istifadə edərək çubuqların qəliblənməsi üçün şəraiti yaxşılaşdırmaq, onu bantların sarılması üsulu ilə əlavə etmək, müalicə şərtlərini optimallaşdırmaq lazımdır. və s.
Tennis raketi. Tennis raketləri üçün təkcə materialın çəki xüsusiyyətləri həlledici deyil. Tədricən karbon lif əsaslı tennis raketkaları getdikcə daha çox istifadə olunur, topun yüksək sürətini təmin edir, həmçinin yaxşı sönümləmə xüsusiyyətlərinə malikdir. Onları formalaşdırmaq üsulları qolf dəyənəkləri və çubuqlar hazırlamaqdan bir qədər daha mürəkkəbdir. Buna görə də məlum qəlibləmə üsulları ilə yanaşı, onların müxtəlif modifikasiyalarından istifadə olunur. Təbii ki, taxta raketlər əvəzinə, ağac sıxlığına yaxın orta sıxlıqda raketlər hazırlanır. Raketin əsas çərçivəsi içi boş və ya köpüklə dolu olduğundan onun çəkisi sapın çəkisini keçmir. Raketin çərçivəsindəki liflər çərçivənin əyri oxuna 0 və 90° bucaqlarda yerləşir, lakin lifləri ± (20 - 60°) bucaq altında istiqamətləndirmək də mümkündür.

Təyyarə və kosmik gəmilərin təfərrüatları. 1970-ci illərin əvvəllərindən etibarən CFRP-lər aviasiyada təyyarələrin istehsalı üçün struktur material kimi getdikcə daha çox istifadə olunur. Gələcəkdə əsasən NASA-nın himayəsi altında mülki təyyarələr üçün müxtəlif karbon lifli panellər hazırlanmış və onların təyyarə sənayesində istifadəsi ilə bağlı müvafiq praktiki təcrübə toplanmışdır. Boeing 767 tipli təyyarənin inkişafı 1978-ci ildə başladı və 1982-ci ildə onun dizaynında artıq karbon lif hissələri istifadə edildi. 1982-ci ilin sentyabrında bu təyyarənin ilk uçuşu baş tutdu. Təyyarənin müxtəlif panel elementlərinin istehsalı üçün 1 tona yaxın karbon lifi və digər müasir kompozit materiallardan istifadə olunub. ABŞ-ın təyyarə sənayesi hazırda mühərrik hissələri istisna olmaqla, gövdə, qanad və quyruq, sürücü valları və digər hissələr üçün karbon lifindən istifadə edəcək təyyarə hazırlayır. Karbon lifindən istifadə zamanı təyyarənin çəkisinin azalması səbəbindən əvvəlki modellərlə müqayisədə onun səmərəliliyi və dəyəri aşağı düşür.
Təyyarə sənayesi üçün CFRP-lərə artan tələbatla əlaqədar olaraq, avtomatik lif tökmə avadanlığını, avtomatik yarımfabrikat kəsmə cihazlarını, sürəti artırılmış yüksək məhsuldar sarma maşınlarını, avtomatik presləri və digər mexanikləşdirilmiş və digərləri birləşdirən istehsal xətləri intensiv şəkildə inkişaf etdirilir. avtomatlaşdırılmış avadanlıqlar, habelə idarəetmə cihazları.
CFRP, termoset polimer (adətən epoksi) qatranları, Karbon lifi ilə gücləndirilmiş polimer qabığında karbon liflərindən ibarət olan kompozit çox qatlı materialdır.
Karbon beynəlxalq adı karbondur, ondan karbon lifləri alınır.
Ancaq hazırda karbon liflərinə karbon liflərinin daşıyıcısı olduğu hər şey daxildir, lakin bağlayıcı fərqli ola bilər. Karbon lifi və karbon lifi bir termində birləşərək istehlakçıların şüurunda çaşqınlıq yaradır. Yəni karbon və ya karbon lifi bir və eynidir.
Bu innovativ materialdır, onun yüksək qiyməti əmək tutumlu texnoloji proses və eyni zamanda əl əməyinin böyük payı ilə bağlıdır. İstehsal proseslərinin təkmilləşdirilməsi və avtomatlaşdırılması ilə karbonun qiyməti aşağı düşəcək. Məsələn: 1 kq poladın qiyməti 1 dollardan azdır, Avropa istehsalı olan 1 kq karbon lifinin qiyməti təxminən 20 dollardır. Xərclərin azaldılması yalnız prosesin tam avtomatlaşdırılması ilə mümkündür.
Karbon tətbiqi
Karbon lifi əvvəlcə idman avtomobili və aerokosmik sənayesi üçün hazırlanmışdır, lakin aşağı çəki və yüksək möhkəmlik kimi əla performans xüsusiyyətlərinə görə digər sənayelərdə geniş yayılmışdır:
- təyyarə sənayesində
- idman avadanlıqları üçün: klublar, dəbilqələr, velosipedlər.
- balıqçı çubuqları,
- tibbi texnologiya və s.
Karbon parçanın çevikliyi, onun rahat kəsilməsi və kəsilməsinin mümkünlüyü və sonradan epoksi qatranı ilə hopdurulması müstəqil daxil olmaqla istənilən forma və ölçüdə karbon məhsullarını əmələ gətirməyə imkan verir. Yaranan boşluqlar zımpara, cilalanmış, rənglənmiş və flekso çap edilə bilər.
Karbonun texniki xüsusiyyətləri və xassələri
Karbon lifinin populyarlığı, xassələrinə görə tamamilə fərqli olan materialların bir kompozitdə - daşıyıcı baza və bağlayıcı kimi karbon parçasını birləşdirərək əldə edilən unikal performans xüsusiyyətləri ilə izah olunur.
Bütün növ karbon lifləri üçün ümumi olan möhkəmləndirici element 0,005-0,010 mm qalınlığında olan karbon lifləridir, onlar gərginlikdə əla işləyir, lakin aşağı əyilmə gücünə malikdirlər, yəni anizotropikdirlər, yalnız bir istiqamətdə güclüdürlər, buna görə də onların istifadəsi yalnız haqlıdır. şəbəkə şəklində.
Bundan əlavə, möhkəmləndirmə rezinlə, verərək həyata keçirilə bilər boz kölgə karbon.
Karbon və ya karbon lifi poladla müqayisədə yüksək möhkəmlik, aşınma müqaviməti, sərtlik və aşağı çəki ilə xarakterizə olunur. Sıxlığı 1450 kq/m³-dən 2000 kq/m³-ə qədərdir. Karbon lifinin texniki xüsusiyyətlərinə sıxlıq, ərimə nöqtəsi və güc xüsusiyyətləri ilə baxmaq olar.
Karbon filamentləri ilə birlikdə möhkəmləndirmə üçün istifadə olunan başqa bir elementdir. Bunlar karbon lifinin bəzi növlərində görünə bilən eyni sarı iplərdir. Bəzi vicdansız istehsalçılar rəngli şüşə lifləri, boyalı viskoza lifləri, polietileni Kevlar kimi buraxırlar, onların qatranlarla yapışması karbon lifindən daha pisdir və dartılma gücü bir neçə dəfə azdır.
Kevlar poliamidlər, lavsan ilə əlaqəli aramid polimerlər sinfi üçün Amerika marka adıdır. Bu ad artıq bu sinfin bütün lifləri üçün məişət adına çevrilmişdir. Möhkəmləndirmə əyilmə yüklərinə qarşı müqaviməti artırır, buna görə də karbon lifi ilə birlikdə geniş istifadə olunur.
Karbon lifi necə hazırlanır
Ən incə karbon filamentlərindən ibarət liflər havada istilik müalicəsi, yəni polimer və ya üzvi sapların (poliakrilonitril, fenol, liqnin, viskoza) oksidləşməsi ilə 250 ° C temperaturda 24 saat ərzində əldə edilir, yəni. , praktiki olaraq onların yanması ilə. Kömürləşdikdən sonra bir karbon filamenti mikroskop altında belə görünür.

Oksidləşmədən sonra karbonlaşma baş verir - qrafit molekullarına bənzər strukturların qurulması üçün lifin azotda və ya arqonda 800 ilə 1500 ° C arasında qızdırılması.
Sonra qrafitləşmə (karbonla doyma) eyni mühitdə 1300-3000 °C temperaturda aparılır. Bu proses bir neçə dəfə təkrarlana bilər, qrafit lifini azotdan təmizləyir, karbonun konsentrasiyasını artırır və daha güclü edir. Temperatur nə qədər yüksək olarsa, lif daha güclüdür. Bu müalicə ilə lifdəki karbon konsentrasiyası 99%-ə qədər artırılır.
Karbon liflərinin növləri. kətan
Liflər qısa, kəsilmiş, onların ola bilərçağırdı"zımbalanmış" və bobinlərdə davamlı iplər ola bilər. Bunlar daha sonra toxunmuş və toxunmamış parçalar və lentlər hazırlamaq üçün istifadə olunan yedəklər, ipliklər, fitillər ola bilər. Bəzən liflər qarışmadan (UD) bir polimer matrisinə qoyulur.
Bunlar daha sonra toxunmuş və toxunmamış parçalar və lentlər hazırlamaq üçün istifadə olunan yedəklər, ipliklər, fitillər ola bilər. Bəzən liflər qarışmadan (UD) bir polimer matrisinə qoyulur.
Liflər gərginlikdə yaxşı işlədiyindən, əyilmə və sıxılmada zəif olduğundan, karbon lifi üçün ideal istifadə onu Karbon Parça kimi istifadə etməkdir.
Müxtəlif toxuculuq növləri ilə əldə edilir: siyənək sümüyü, həsir və s beynəlxalq titullar Düz, Dəmir, Saten. Bəzən liflər qatranla doldurulmazdan əvvəl sadəcə böyük tikişlərlə kəsilir. Düzgün CFRP üçün lifin texniki xüsusiyyətlərinə və toxunma növünə görə yüksək keyfiyyətli karbon əldə etmək üçün çox əhəmiyyətlidir.
Bir daşıyıcı baza olaraq, yönümlü liflərin mexaniki xüsusiyyətlərini bərabər paylamaq üçün toxuculuq istiqamətində bir dəyişiklik ilə parça təbəqələrə qoyulduğu ən çox istifadə olunur. Çox vaxt 1 mm karbon lif təbəqəsi qalınlığı 3-4 təbəqədən ibarətdir.
Karbon lifinin üstünlükləri və mənfi cəhətləri
Fiberglas və fiberglasla müqayisədə karbonun daha yüksək qiyməti daha mürəkkəb, enerji tutumlu çoxmərhələli texnologiya, bahalı qatranlar və daha bahalı avadanlıq (avtoklav) ilə bağlıdır. Lakin güc və elastiklik bir çox digər danılmaz üstünlüklərlə birlikdə daha yüksək səviyyədə əldə edilir:
- Poladdan 40%, alüminiumdan 20% yüngül (1,7 q/sm3 - 2,8 q/sm3 - 7,8 q/sm3),
- karbon və kevlar karbon karbon və rezindən bir qədər ağırdır, lakin daha güclüdür və vurulduqda çatlayır, parçalanır, lakin parçalara parçalanmır,
- yüksək temperatur müqaviməti: karbon 2000 ○С temperatura qədər formasını və xüsusiyyətlərini saxlayır.
- yaxşı vibrasiya sönümləmə xüsusiyyətlərinə və istilik tutumuna malikdir,
- korroziyaya davamlılıq,
- yüksək gərginlik və yüksək gərginlik gücü,
- estetika və bəzək.
Lakin metal və fiberglas hissələri ilə müqayisədə karbon hissələrinin çatışmazlıqları var:
- nöqtə təsirlərinə həssaslıq,
- çiplər və cızıqlarla bərpanın mürəkkəbliyi,
- çiçəklənmə, təsir altında solma günəş şüaları qorunmaq üçün laklanmış və ya minalanmış,
- uzun istehsal prosesi
- metal ilə təmas nöqtələrində metal korroziya başlayır, buna görə də belə yerlərdə fiberglas əlavələr sabitlənir,
- təkrar emal və təkrar istifadənin mürəkkəbliyi.
Karbon necə hazırlanır
Karbon lifindən məhsulların istehsalının aşağıdakı əsas üsulları var.
1. Presləmə və ya "yaş" üsul
Kətan bir qəlibə qoyulur və epoksi və ya polyester qatranı ilə emprenye edilir. Həddindən artıq qatran ya vakuum formalaşdırma və ya təzyiqlə çıxarılır. Məhsul qatranın polimerləşməsindən sonra çıxarılır. Bu proses təbii şəkildə baş verə bilər və ya istiliklə sürətləndirilə bilər. Bir qayda olaraq, belə bir proses nəticəsində təbəqə karbon lifi əldə edilir.
2. Kalıplama
Bir məhsul modeli (matris) gips, alabaster, poliuretan köpükdən hazırlanır, üzərinə qatran ilə hopdurulmuş bir parça qoyulur. Rollarda yuvarlananda, kompozit sıxılır və artıq hava çıxarılır. Sonra, ya sürətləndirilmiş polimerləşmə və sobada sərtləşmə, ya da təbii şəkildə aparılır. Bu üsul "quru" adlanır və ondan hazırlanan məhsullar "yaş" üsulla hazırlananlardan daha güclü və yüngüldür. "Quru" üsulla hazırlanan məhsulun səthi qabırğalıdır (laklanmasa).
Bu kateqoriyaya həmçinin təbəqə blanklarından qəlibləmə daxildir - prepregs.
Qatranlar artan temperaturla polimerləşmə qabiliyyətinə görə "soyuq" və "isti" bölünür. Sonuncular prepreg texnologiyasında, yarı bitmiş məhsullar qatranla örtülmüş bir neçə təbəqə karbon lifi şəklində hazırlandıqda istifadə olunur. Qatran markasından asılı olaraq, onlar bir neçə həftəyə qədər polimerləşməmiş vəziyyətdə saxlanıla bilər, polietilen filmlə qarışdırılır və hava qabarcıqlarını və artıq qatranı çıxarmaq üçün rulonlar arasında keçir. Bəzən prepreglər soyuducularda saxlanılır. Məhsulu qəlibləmədən əvvəl iş parçası qızdırılır və qatran yenidən maye olur.
3. Dolama
Karbon borularının istehsalı üçün ip, lent, parça silindrik boşluğa sarılır. Qatran bir fırça və ya rulon ilə təbəqələrə tətbiq olunur və qurudulur, tercihen sobada.
Bütün hallarda, quruduqdan sonra yaranan məhsulun asanlıqla çıxarılması üçün tətbiq səthi ayırıcı maddələrlə yağlanır.
Öz əlinizlə karbon lifi etmək mümkündürmü?
 Karbon lifinə əsaslanan məhsullar özünüz tərəfindən qəliblənə bilər ki, bu da uzun müddətdir ki, velosipedlərin, idman avadanlıqlarının təmirində və avtomobil tüninqində uğurla istifadə olunur. Şəffaflıq dərəcəsi ilə qatran üçün doldurucularla təcrübə aparmaq imkanı, karbonla avtomobil tənzimləmə həvəskarları üçün yaradıcılıq üçün geniş bir sahə təmin edir. Karbon hissələrinin istehsalının əsas üsulları haqqında daha çox oxuya bilərsiniz.
Karbon lifinə əsaslanan məhsullar özünüz tərəfindən qəliblənə bilər ki, bu da uzun müddətdir ki, velosipedlərin, idman avadanlıqlarının təmirində və avtomobil tüninqində uğurla istifadə olunur. Şəffaflıq dərəcəsi ilə qatran üçün doldurucularla təcrübə aparmaq imkanı, karbonla avtomobil tənzimləmə həvəskarları üçün yaradıcılıq üçün geniş bir sahə təmin edir. Karbon hissələrinin istehsalının əsas üsulları haqqında daha çox oxuya bilərsiniz.
Yuxarıda təsvir olunan texnologiyadan aşağıdakı kimi, qəlibləmə üçün lazımdır:
- matris forması,
- karbon parça,
- bitmiş iş parçasının asanlıqla çıxarılması üçün qəlib üçün sürtkü,
- qatran.
Karbon lifini haradan almaq olar? Tayvan, Çin, Rusiya. Ancaq Rusiyada bu, "karbon lifinə əsaslanan yüksək güclü struktur parçalara" aiddir. Müəssisəyə bir yol tapsanız, çox şanslısınız. Bir çox şirkətlər karbon lif parçaları və qatran da daxil olmaqla avtomobil və motosiklet karbon lifi bəzəkləri üçün "Do It Yourself" dəstlərini təklif edirlər.
Qlobal karbon parça bazarının 70%-i Tayvan və Yaponiyanın əsas brendləri tərəfindən istehsal olunur: Mitsubishi, TORAY, TOHO, CYTEC, Zoltec və s.
Ümumiyyətlə, öz əlinizlə karbon lifi hazırlamaq prosesi belə görünür:
- Forma anti-yapışqan ilə yağlanır.
- Quruduqdan sonra nazik bir qatran təbəqəsi tətbiq olunur, bunun üzərinə karbon parça yuvarlanır və ya hava kabarcıklarını buraxmaq üçün sıxılır.
- Sonra emprenye qatranının başqa bir təbəqəsi tətbiq olunur. Məhsulun tələb olunan parametrlərindən asılı olaraq bir neçə qat parça və qatran tətbiq etmək mümkündür.
- Qatran havada polimerləşə bilər. Bu adətən 5 gün ərzində baş verir. İş parçasını 140 - 180 ◦ C temperaturda qızdırılan istilik şkafına yerləşdirə bilərsiniz, bu da polimerləşmə prosesini əhəmiyyətli dərəcədə sürətləndirəcəkdir.
Sonra məhsul qəlibdən çıxarılır, zımparalanır, cilalanır, laklanır, gelkotlanır və ya rənglənir.
Ümid edirik ki, "Karbon nədir" sualına dolğun cavab tapmısınız?
İrina Ximiç, texniki məsləhətçi
Düzdür, böyüklük qısa ömürlüdür. 20-ci əsrin ən məşhur tikinti materialı olan dəmir-beton, təəssüf ki, var qısa müddət xidmət və 5 min il, Giza piramidaları kimi, mütləq sağ qalmayacaq. Bununla belə, bu cür strukturların ömrünü uzatmağın bir yolu var. Moskva alimləri dəmir-beton üçün davamlı “paltar” ixtira ediblər. İndi bu, memarlıq modasındakı ən son baxışdır. Və təkcə.
Robin Hudun dövrünün çoxdan keçməsinə baxmayaraq, hələ də bütün dünyada taxta yayın pərəstişkarları kifayət qədər azdır. Ancaq peşəkar idmançılar seçirlər müasir texnologiyalar. Məsələn, bu kaman taxta analoqundan iki dəfə yüngüldür, oxun ilkin sürəti saniyədə 105 metr, nişan alma məsafəsi isə 100 metrdir. O, bu unikal xüsusiyyətləri istehsal etdiyi material - karbon lifi sayəsində aldı.
Karbon lifi və ya karbon lifi - bu material təkcə oxatan idmançılar və ovçular arasında deyil. Müasir aşağı xizək sürmüş hər kəsin əlində karbon var, çünki xizək dirəkləri məhz budur. Avtomobil həvəskarları karbon lifli kapot və ya bamper xəyal edirlər, velosipedçilər getdikcə daha çox alüminiumdan daha çox karbon çərçivəyə üstünlük verirlər. Hətta super xassələrin faydasız olduğu kompüter klaviaturası və ya siçan kimi adi məişət əşyaları üçün dizayn "karbon kimi" hazırlanır. Bununla belə, bu materialın super xüsusiyyətləri olmadan etmək mümkün olmayan bütün sənayelər var. Məsələn, aviasiya sənayesi.
“Burada siz yeni vakuum infuziya texnologiyasından istifadə etməklə tamamilə karbon materiallarından hazırlanmış təyyarə qanadının elementini görürsünüz. Ənənəvi alüminium qanaddan əsas fərq, bu məhsulun heç bir bağlayıcı və əlavə montajdan istifadə etmədən tamamilə ayrılmaz olmasıdır "deyir. Aleksey Ulyanov, Aerokompozit QSC-nin Texnologiya şöbəsinin rəis müavini.
- Alüminiumdan hazırlanmış oxşar hissənin çəkisi nə qədərdir?
- Təxminən 200 kiloqram.
- Bu təxminən 50 kiloqramdır.
Nisbi yüngüllüyünə baxmayaraq, qanadın bu fraqmenti təxminən 2000 ton yükə tab gətirə bilir. Bundan əlavə, belə yüngül qanadları olan təyyarə planer kimi havada uça bilir, ona görə də mühərriklər az işləyir və bu, uçuş zamanı yanacağa təxminən 40 faiz qənaət edir ki, bu da sərnişinlərin pulu deməkdir.
“Karbon materiallarının üstünlüyü ondadır ki, konstruktor müxtəlif komponentləri yığaraq öz mülahizəsinə uyğun olaraq son məhsulun xassələrini yarada bilər, ona görə də burada təyyarə tikintisi üçün nəzərdə tutulmuş, yerdə və havada temperatur fərqləri olan xüsusi materiallardan istifadə olunur. heç bir rol oynamayın” deyə izah edir Aleksey Ulyanov.
karbon parça- bu heyrətamiz material belə görünür. Nəzərə alın ki, təyyarənin qanadının gələcək elementi hansısa böyük kostyum üçün qol kimi ondan kəsilib. Doğrudur, belə bir qolun daha çox təbəqəsi olacaq. Məsələn, bu detalda səksən iki var.
Necə olur ki, adi görünüşlü parça çox tonluq yüklərə və belə zərbələrə tab gətirə bilən belə möhkəm struktura çevrilir? Hamısı infuziya texnologiyasına aiddir. Dilimlənmiş və yığılmışdır istədiyiniz forma parça vakuum moduluna yerləşdirilir və sonra böyük bir sobaya göndərilir. Orada, xüsusi nozzilər vasitəsilə başqa bir vacib komponent verilir - parçanın bütün təbəqələrini bir monolitə birləşdirən qatran. Boeing və Airbus kimi aviasiya sənayesinin dünya liderləri də öz təyyarələrində karbon lifindən istifadə edirlər, lakin Aerocomposite şirkətinin Moskva laboratoriyasında hazırlanmış texnologiya onlar üçün çox sərtdir. Və bir-iki ildən sonra Rusiyanın bu sahədə heç bir rəqibi olmaya bilər.
“İki seriyalı zavodun tikintisini başa çatdırırıq. Bir zavod əsas güc elementlərini, qanad qutularını burada gördüyünüz texnologiyaya uyğun olaraq istehsal edəcək. Biz onu iki aydan sonra işə salırıq, başlanğıcdır sınaq əməliyyatı və UAC və Aerocomposite-in ilk eksperimental qanadı gələn ilin ortalarında buraxılacaq. Kazan şəhərində mexanikləşdirmə elementləri və liftlər hazırlayacaq ikinci zavod. Bu, bizim avstriyalı tərəfdaşlarımız Fischer ilə birlikdə tikdiyimiz zavoddur. O, həm Rusiya proqramları, həm də Fişerin sifarişi ilə həyata keçirilən geniş ixrac proqramları üçün işləyəcək” Anatoli Qaydanski, "Aerokompozit" QSC-nin prezidenti.
Rus istehsalçılarının bu karbon sahəsində itirdiyi yeganə şey karbon lifinin özünün keyfiyyətidir, ona görə də təyyarə istehsalçıları hələ də idxal olunan xammaldan istifadə etməli olurlar. Ancaq tezliklə hər şey dəyişəcək. paytaxtda "Moskva" texnoparkı Alimlərdən, mühəndislərdən və sınaqçılardan ibarət bütöv bir komanda rəqabətqabiliyyətli karbon parçalarının inkişafı və yaradılması üzərində işləyir. Moskva hökuməti bu cür yeniliklərin gələcək olduğunu çoxdan dərk edib və alimlər üçün ən rahat iş şəraiti yaradıb.
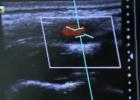
“Bunlar karbon lifinin ən son nümunələridir, poladdan dörd dəfə güclüdür, indi mən bunu sizə dartılma testi aparatında sübut edəcəyəm. Bunu etmək üçün nümunəni terminallarda düzəldirik və bir sınaq keçiririk. Yaxşı, nümunəmiz iki tona tab gətirdi "dedi Anton Evdokimov, sınaq laboratoriyası mühəndisi.
- Belə bir yükü nə yarada bilər?
- Belə yüklər, məsələn, bu nümunəni birinci sürətdə müxtəlif istiqamətlərə çəkən iki yolsuzluq avtomobili ilə yaradıla bilər.
- Belə çıxır ki, polad belə bir yükə belə dözməzdi?
- Əlbəttə yox. O, 500-700 kq ilə müqayisə edilə bilən dörd qat daha az yükə tab gətirə bilərdi, daha çox deyil.
Ən təəccüblüsü isə cırılma baxımından ən davamlı olan bu materialın mayedən hazırlanmasıdır. Daha doğrusu, poliakrilonitrildən.
Poliakrilonitril lifi ekstruziya ilə hazırlanır. Sadəcə olaraq, polimer xüsusi bir kalıp vasitəsilə məcbur edilir. Tamamilə homojen görünən bu nozzle əslində bir insan saçının orta qalınlığı olan cəmi yetmiş mikron diametrində yüzlərlə kiçik deşiklərə malikdir. Suya endirilən və təzyiq tətbiq olunan kimi yaxından baxdıqda əyiricidən davamlı axınla çıxan nazik ağımtıl sapları görə bilərsiniz.
Bu isti vannalardan xüsusi məhlulla keçərək polimer lifi təxminən altı dəfə, yetmiş mikrondan on ikiyə qədər nazikləşir. Lakin onların tərkibindəki molekulların müəyyən bir şəkildə düzülməsi səbəbindən bu iplik yalnız güclənir. Nəticədə, poliakrilonitril ilə çoxsaylı əməliyyatlardan sonra heyrətamiz bir metamorfoz baş verir və maye polimer güclü lif olur.
“Bu, son məhsul deyil, yalnız karbon lifi istehsalı üçün xammaldır. Karbon lifi əldə etməzdən əvvəl, bu poliakrilonitril lifi yüksək temperaturda emal, həmçinin oksidləşmə, qrafitləşmə və karbonlaşma prosesindən keçməlidir "deyə izah edir. Elina Bilevskaya, Composite şirkətinin nümayəndəsi.
Xammalın növbəti eksperimental partiyasını aldıqdan sonra tədqiqatçılar istehsal olunan materialın hərtərəfli təhlilini aparır, sonra avadanlıq parametrlərini tənzimləyir və prosesi yenidən başlayır. Necə deyərlər, mükəmməlliyin həddi-hüdudu yoxdur.
“Bizim vəzifəmiz daha ekoloji cəhətdən təmiz lif əldə etmək və onun istehsal texnologiyasının maya dəyərini azaltmaqdır. Hansı ki, əslində biz uğur qazanırıq. Arxada Keçən il biz təxminən 100 prototip hazırladıq, sonra onlar karbon lifinə emal üçün təqdim edildi. Biz davamlı olaraq lifimizin əmələ gəlməsi, eləcə də yaranan lifin fiziki və mexaniki xassələri ilə bağlı araşdırmalar aparırıq "deyir. Denis Fokin, tədqiqat mühəndisi.
Moskva texnoparkında bu laboratoriyanın divarlarından çıxan ən uğurlu inkişaflardan bir neçəsi artıq tikintidə uğurla istifadə olunur. Misal üçün, karbon lifi qaz və köpük beton kimi havanlara əlavə edilərək texniki xüsusiyyətlərini əhəmiyyətli dərəcədə artırır. Çelyabinskdə isə dəmir-beton konstruksiyaların təmiri və möhkəmləndirilməsində istifadə olunan xüsusi karbon lifli lentlərin istehsalına pilot yox, kütləvi istehsala start verilib. Bəs bu texnologiya sözdə olduğu kimi praktikada da yaxşıdır? İndi öyrənəcəyik.
Nümunəvi bir təcrübə edək. Təsəvvür edin ki, bunlar iki yol körpüsüdür. Əslində, bu, 30 santimetrlik ən adi taxta hökmdardır. Və onun yanında da taxta bir hökmdar var, lakin bir tərəfdən karbon lifi ilə gücləndirilmişdir. Beləliklə, təcrübəyə başlayaq. Başlamaq üçün taxta körpüümüzü sınaqdan keçirəcəyik. Üçüncü kərpicdə qırılır. İndi hökmdarı karbon lifi ilə yoxlayaq. Bir kərpic, iki, üç, dörd - hökmdar sınmadı, körpünün dayaqları qırıldı. İndi əmin oldum ki, karbon lifli konstruksiya daha güclüdür.
Tipik Moskva hündürmərtəbəli bina. Evin yaxşı vəziyyətdə olduğu görünür, xarici görkəmində ciddi zədə izi yoxdur. Bununla belə, onlar artıq baş verir. Evin zirzəmisində dayaq konstruksiyalarında çatlar əmələ gəlib. Böyük olmasa da, artıq çox təhlükəlidir. İçəriyə nəm daxil olarsa, metal armatur paslanacaq, beton özü genişlənməyə başlayacaq, korroziyaya uğrayacaq və tavan çökə bilər.
“Bu çatlar bir daha yaranmasın, bu çatlar daha da açılmasın deyə, biz onu gücləndiririk. Hazırda oxşar sayt üzərində işləyirik”, – mühəndis Aleksey göstərir.
Beləliklə, hər hansı bir dəmir-beton konstruksiyanı məhv olmaqdan və xarici mühitin zərərli təsirlərindən xilas edə bilərsiniz. Burada, evin zirzəmisində, əslində, təyyarə hissələrinin istehsalında gördüyümüz karbon lifinin yaradılması üçün eyni texnoloji proses həyata keçirilir. Yalnız burada birləşdirici qatran birbaşa betona tətbiq olunur. İstədiyiniz genişlikdə bir karbon lif lenti işlənmiş səthə yuvarlanır və üstündə başqa bir epoksi təbəqəsi ilə örtülür. Bir neçə saatdan sonra, qatran sərtləşdikdə, dəmir-beton döşəmənin səthindəki bütün çatlar artıq üç millimetr qalınlığında karbon lifi təbəqəsi ilə etibarlı şəkildə qorunacaqdır.
“Bu texnologiyanın aşkar üstünlüyü ondan ibarətdir ki, üç nəfərdən ibarət komanda üst-üstə düşmənin bu hissəsini dörd saat ərzində tamamlayır. Əgər gücləndirmə olsaydı klassik üsullar məsələn, metal çərçivələrin köməyi ilə təxminən üç gün çəkəcək və bu nəm zirzəmidə beş ildən sonra metal yenidən korroziyaya başlayacaq, geri qayıdıb yenidən işləməli olacaqsınız "deyə inşaatçı Aleksey izah edir. .
Bu texnologiyanın tikintidə tətbiq dairəsi böyükdür. Təmir dəmir-beton döşəmələr, çoxsaylı körpülərin və estakadaların dayaqlarının möhkəmləndirilməsi. Karbon lifi su mühitindən qorxmadığı üçün bəndlərin və yeraltı kommunal xidmətlərin tikintisində və texnoloji xidmətində istifadə edilə bilər. Bununla belə, bir çox tikinti şirkətləri bu materialdan geniş istifadə etməyə hazır deyillər. İş ondadır ki, Rusiyada karbon lifinin istifadəsi üçün nə GOST-lar, nə də SNiP-lər hələ tam hazırlanmayıb. Hətta ixtisaslaşdırılmış tikinti universitetlərində tələbələrə ənənəvi materiallar - taxta, kərpic, dəmir-beton üzrə dərslər keçirilir. Təhsil və standartlaşdırma sistemindəki bu uğursuz boşluq aradan qaldırılan kimi, keçmişin bir çox memarlıq əsərləri nəhayət, ikinci gənclik üçün möhkəm, karbon şansına sahib olacaq.
Oxşar məqalələr