Kütləvi iş parçaları üçün mişar dişi
Bu diaqram böyük hissələri kəsmək üçün düzgün diş aralığını seçməyə kömək edəcək. İdeal seçim hər bir sahənin ən geniş nöqtəsindədir.Misal 1:Ø 150 mm diametrli çubuğu kəsərkən ( 6 düym) Əgər siz bərabər hündürlüyə malik bıçaq seçmisinizsə, 2 TPI istifadə edin. Dəyişən addımlı bıçaq seçsəniz, 2/3 TPI və ya 1 4/2 TPI istifadə edin.
Misal 2:
Plastik, alüminium və ya ağac kimi yumşaq materialları kəsirsinizsə, tövsiyə olunandan iki addım daha qaba addım seçin.
13-20 mm qalınlığında alüminium hissələri kəsərkən ( 1/2-3/4 düym) 6 TPI və ya 5/8 TPI olan bıçaqdan istifadə edin.

Boruların və profillərin kəsilməsi
Aşağıdakı diaqram boruların və profillərin kəsilməsi üçün düzgün diş aralığını tapmağa kömək edəcəkdir.Profillərin kəsilməsi üçün tövsiyə olunan diş meydançası genişliyin profilin divar qalınlığına uyğun olduğu sahədədir.
Misal 3:
100 x 10 mm kanal profilini kəsərkən ( 4" x 0,4") 5/8 TPI və ya 4/6 TPI ilə bıçağı seçin. Profillərin kəsilməsi üçün tövsiyə olunan diş meydançası, kənar diametrinin kəsiləcək borunun divar qalınlığına uyğun olduğu sahədədir.
Misal 4:
40 x 1,6 mm boru kəsərkən ( 1,5" x 0,06") 10/14 TPI ilə bıçaq seçin.
Taxta və metal üçün lent mişarları istehsalda və evdə ev sənətkarları tərəfindən geniş istifadə olunur. Bu aqreqatların əsas kəsici aləti lent mişarıdır, zaman keçdikcə köhnəlir və itilənməni və ya yenisi ilə əvəz edilməsini tələb edir. Bunu haradan bilməlisiniz düzgün seçim lent mişar üçün bıçaqlar yalnız materialın emal keyfiyyətindən deyil, həm də bütövlükdə bölmənin işindən asılıdır.
Bu tip mişar üçün kəsici bıçaq bir lentdir müəyyən məbləğ halqa şəklində qaynaqlanan dişlər. Bantın əsası yay poladdan hazırlanmışdır yüksək performans elastiklik. Dişlərin frezelendiği bazaya yüksək sürətli poladdan hazırlanmış bir lent qaynaqlanır.
Hər qrup metal və daha çox şey gördü qeyd olunur. Məsələn, M42 20 x 0.9 x 2362, 8 / 12TPI işarələnməsi aşağıdakı kimi deşifrə olunur:
- M42 - lentin dişlərinin hazırlandığı material;
- 20 - bu dəyər kətanın enini göstərir, mm;
- 0,9 - alət qalınlığı, mm;
- 2362 – mişar bıçağının dairəsi, mm;
- 8/12TPI - mişar bıçağında diş meydançası, düym başına.
Bıçaqlardan hazırlana bilər digər materiallar məsələn, M51, PQ, TSX və başqalarından. M42 yüksək aşınma müqavimətinə malikdir və 67-68 HRC kəsicilərin kənarlarının sərtliyinə malikdir. Buna görə də, bu materialdan hazırlanmış mişarlar 45 HRC-dən çox olmayan bir sərtlik ilə polad kəsmək üçün istifadə edilə bilər. M51 bıçaqlı mişarlar yuxarıda qeyd olunanlardan daha aşınmaya davamlıdır. Bu mişarların kəsicilərinin kənar sərtliyi artıq 68 HRC-dir, buna görə bu avadanlıq paslanmayan poladları, eləcə də yüksək gücü və istiliyə davamlılığı ilə xarakterizə olunan poladları kəsir. Bundan əlavə, M 51 mişarının materialı qalın polad boşluqları, yəni böyük bir kəsikli hissələri kəsməyə imkan verir.
Bir lent mişar seçərkən, diqqət yetirməlisiniz Xüsusi diqqət yalnız kəsicilərin hazırlandığı material deyil, həm də onların meydançası, həmçinin həndəsə.
Bu, iki bitişik kəsici dişin kənarları arasındakı məsafədir.

Məsləhət! Diş meydançası metalın növündən, həmçinin kəsmə sürətindən asılı olaraq seçilməlidir.
Böyük bir addım aqreqatın mühərrikini daha çox yükləyir və keyfiyyətsiz kəsmə verir. Kesicilərin kiçik addımı daha uzun mişarlara gətirib çıxarır, enerji istehlakını artırır, lakin verir təmiz kəsim hamar bir səthlə.
Vərəq materialını, boruları (nazik divarlı) və profilləri kəsmək üçün kəsici elementlər arasında (1 düym üçün) minimum addım olan bir bıçaq seçməlisiniz. Ancaq kəsmək lazımdırsa böyük kütük bərk metal, siz kəsicilərin ən böyük meydançası olan bıçağı quraşdırmaq istəyirsiniz. Necə daha az diş(düym başına) bir snap olacaq, daha dərin yiv onlar meydana gətirəcək. Bunun sayəsində kəsik çiplərlə daha az tıxanır. Həmçinin böyük addım alət üzərində dişlər bölmənin məhsuldarlığını artırır.
Diş hündürlüyü
Kesicinin hündürlüyü dişlər arasındakı boşluğun altından kəsici elementin yuxarı hissəsinə qədər olan məsafədir. Bir fasilənin olması səbəbindən çiplər çıxarılır metal kəsərkən əmələ gəlir. Dişin hündürlüyü kifayət qədər olmalıdır ki, boşluq çiplərlə tıxanmasın və mişar prosesi çətinlik çəkmədən baş verir. Bundan əlavə, qeyri-kafi diş hündürlüyü bıçağın həddindən artıq istiləşməsinə səbəb olur, bunun nəticəsində onun üzərində mikro çatlar yarana bilər.
Dişin ön bucağı
Ön bucaq və ya itiləmə bucağı bıçağın iş parçasının materialı ilə birləşmə dərəcəsindən məsuldur. Böyük itiləmə bucağı metal kəsərkən yüksək dəqiqliyə nail olmağa imkan verməyəcəkdir. Eyni zamanda, kiçik bucaq təmin etməyə imkan verir yaxşı keyfiyyət kəsilir, lakin bu, alətin işini azaldır.
Taxta lent mişarları üçün bıçağın seçilməsi
Hər şeydən əvvəl, bir lent testerəsi üçün düzgün bıçağı seçmək üçün ona baxmalısınız maşınınız üçün təlimatlar. Bütün parametrləri ehtiva edəcəkdir. lent mişarları, bu avadanlıq modelində quraşdırıla bilən (maksimum və minimum kəmər eni, həmçinin uzunluğu). Kətanın uzunluğu bölmənin pasportunda göstərildiyi kimi tam olaraq eyni olmalıdır.
Alət eni
Bantın eni maşında yerinə yetiriləcək əməliyyatlara əsasən seçilir. Həmçinin, lentin eni yalnız kasnağın eni ilə deyil, həm də diametri ilə məhdudlaşır. Kiçik bir kasnak diametri ilə, onun üzərində quraşdırılmış geniş kəmər çökəcək və nəticədə qırılacaq. Buna görə də, hər bir vahid üçün avadanlığın enində bir məhdudiyyət var.
Düz kəsmə üçün adətən eni 20 ilə 30 mm arasında olan mişarlardan istifadə edin. Əlbəttə ki, dairəvi bir maşında uzunlamasına kəsimi daha sürətli və daha dəqiq edə bilərsiniz. Ancaq 80 mm-dən çox olmayan bir hündürlük həddi var. Bant mişarlarında 200 mm hündürlüyə qədər və daha çox iş parçalarını emal etmək mümkündür.
Lakin lent vahidlərinin əsas vəzifəsi buruq kəsik. Bant mişarına quraşdırıla bilən ən kiçik aksesuar 3 mm lentdir. Eyni radiuslu bir dairəni kəsir.
Bant nə qədər geniş olsa, onunla kəsilə bilən minimum radius bir o qədər böyükdür. Məsələn, eni 12 mm olan bir lentlə, 60 mm-dən az bir radiusu kəsmək işləməyəcəkdir. 25 mm genişlikdə bir lent üçün minimum radius təxminən 100 mm olacaqdır.
Orta hesabla, bıçağın eni iş parçasının tələb olunan kəsmə radiusundan üç dəfə kiçik olmalıdır. Buna görə avadanlıq tapşırıqlara uyğun seçilir.
Diş meydançası
Bir düymdə kəsici dişlərin sayını göstərən nömrə ilə göstərilir. Addımın ədədi dəyəri təyin edilir TPI abbreviaturasından əvvəl. Bir addım seçərkən nəzərə alın:
- iş parçasının qalınlığı nədir;
- iş parçasının materialının sərtliyi nədir;
- kəsildikdən sonra hissənin kənarının təmizliyini əldə etmək üçün nə tələb olunur.
Plastik və mişar ağacını effektiv şəkildə kəsmək üçün bantda hər düymdə ən azı üç kəsici olmalıdır. Bir düymdə nə qədər çox kəsici varsa, kəsmə bir o qədər yaxşı olar. Ancaq eyni zamanda, yem sürəti azalacaq və iş parçasının qalınlığının həddi dəyəri azalacaq.
Dişlərin hündürlüyünə görə bıçaqlar iki növə bölünür: “atlama” və “adi”. Paltar növü "atla" 3 ilə 6 TPI arasında bir addım var. Dişlər arasında yonqarların effektiv çıxarılması üçün boşluq var, çünki onların zəif çıxarılması kəsik keyfiyyətini aşağı salır. Qapı yarpağı növü "müntəzəm" dişləri üçbucaq şəklindədir. Onlar 10 TPI və daha yuxarı artımlarla snap üzərinə yerləşdirilir. Bu tip dişlərdə çiplərin sürətli çıxarılması üçün kifayət qədər yer yoxdur. Çox sayda kəsici elementə görə, belə bir bıçaqla kəsmə olduqca təmizdir. Qoşma kiçik qalınlığın və sərt materialların iş parçalarını kəsmək üçün istifadə edilə bilər.
Məsləhət! Sərt iş parçalarını mişar edərkən, yemi azaltmaq lazımdır.
Bu növ kətanlar aşağıdakı xüsusiyyətlərə malikdir.
Kəsici dişlərin forması
Bant bıçaqları aşağıdakı diş profillərinə malik ola bilər.

Diş təyini
Mişardakı dişlər bıçağın iş parçasına sürtünməsini azaltmaq və tıxanmasının qarşısını almaq üçün düzəldilir. Kəsimin eni alətin qalınlığından təxminən 30-60% artıq olmalıdır.
Kəsici dişlərin düzülüşü üç növ ola bilər.

Dişləri qurarkən bütün kəsicinin deyil, bir hissəsinin əyildiyini bilmək vacibdir: dişin yuxarı hissəsindən məsafənin 1/3-dən 2/3-ə qədər. Hər bir alət istehsalçısı öz dişlərinin yan tərəfə əyilməsini tövsiyə edir. Ancaq orta hesabla 0,3 ilə 0,7 mm aralığındadır.
Material nə qədər yumşaq olarsa, mişar daha çox qoyulmalıdır və əksinə. Ancaq kəsilməmiş yerlərin kəsilmənin mərkəzində qalması üçün kəsici dişlərin belə bir düzülməsinə icazə vermək mümkün deyil. Dişləri yan tərəfə əyilmiş saxlamağa çalışmalısınız eyni məsafədə. Naqillər qeyri-bərabərdirsə, bant mişar dişlərin daha güclü bir meyl olduğu istiqamətə çəkiləcəkdir.
Bant mişarlarının itilənməsi
Əlbəttə ki, xüsusi bir maşında, ixtisaslaşdırılmış atelyelərdə bir lent mişarını kəskinləşdirmək daha yaxşıdır. Və peşəkar mişar itiləmə ucuzdur. Ancaq nədənsə itiləmə üçün mişarı götürmək imkanınız yoxdursa, alətin redaktəsini özünüz edə bilərsiniz.
Bant mişarının itilənməsi istifadə edərək həyata keçirilir kiçik fayl və ya fayl hər diş üçün bir neçə hərəkətlə (3-4) kəsici dişin ön və arxa kənarları boyunca.

Siz həmçinin lent mişarını kəskinləşdirə bilərsiniz qravüraçı ilə zəncir mişarlarını itiləmək üçün nəzərdə tutulmuş aksessuarlardan istifadə etməklə.


Alət oymaçıya daxil edilir və kəsicilər kəsicinin yuxarı hissəsi boyunca yumşaq hərəkətlərlə itilənir.

Metalı güclü şəkildə çıxarmaq lazım deyil, onu yüngülləşdirmək kifayətdir.
Məsləhət! Alətlə işləyərkən kəsicinin dişin yuxarı hissəsindən digərinə doğru sürüşməsinə icazə verməyin. Beləliklə, siz onu qısaldırsınız, bundan sonra bütün dişləri onun hündürlüyünə uyğunlaşdırmalısınız.
Siz həmçinin itiləmək üçün cəhd edə bilərsiniz və metal üçün mişarlar. Ancaq adətən onlar yenidən itilənmir, çünki bu mişar bıçaqlarının kəsici hissəsi ya bimetaldır, ya da sərtləşmə zonasına malikdir. Belə kəmərlərdəki dişlər çökənə qədər işləyir və mikro çatlar ola bilər. Onları kəskinləşdirsəniz, onlar daha sürətli çökməyə başlayacaq və ya daha da pisləşəcəklər.
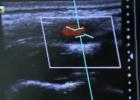
Blankların istehsalında əsas əməliyyatlardan biri dəyirmi (və ya digər) haddelenmiş məhsulların bir çubuğunun (çubuqunun) ayrı blanklara bölünməsidir. Bunun üçün müxtəlif texnoloji proseslərdən istifadə edilə bilər: pres qayçılarında blankların ayrılması, sürtünmə diskləri, mişarlar, aşındırıcı təkərlər və s. ilə kəsmə.. Nümunə olaraq, müxtəlif alət materiallarından hazırlanmış dairəvi mişarlar ilə blanklara prokat kəsilməsinin iki variantı nəzərdən keçirilir, çünki bu üsul kəsməyə aiddir (şək. 3.26).
düyü. 3.26. Dairəvi mişar ilə haddelenmiş məhsulların kəsilməsi sxemi.
İş parçasını kəsmək üçün R6M5 yüksək sürətli poladdan və ya T5K10 sərt ərintidən hazırlanmış dairəvi mişarlar istifadə olunur. Bir iş parçasını, bir dişi kəsərkən dairəvi mişar eyni zamanda iki hərəkətdə iştirak edir: sürətlə kəsmənin fırlanma hərəkəti v (Şəkil 3.27) və yem hərəkəti S M , kəsilmiş təbəqənin rasional qalınlığına görə seçilən A.

düyü. 3.27. Dairəvi mişarla kəsmə kinematikası.
İki zirvəsi olan bir kənar ilə kəsərkən əlverişsiz (qutu şəklində) çiplər əmələ gəlir ki, bu da mişarın aşınma müqavimətini azaldır və kəsilmiş təbəqənin qalınlığının artmasının qarşısını alır.
Hər bir dişin işdə iştirak edən yalnız bir təpəsinin olduğu kəsmə sxemi daha əlverişlidir. Bunu etmək üçün, kəsici kənarın meyl bucağında dişlərin "boşanması" aparılır (şəkil 3.28).

düyü. 3. 28. Dairəvi mişar dişlərinin həndəsi parametrləri.
Bundan əlavə, qırıq yuxarıya yaxın kənarın bir hissəsi kəsilir. Dişin işləyən yuxarı hissəsinə yaxın dairəvi mişarın müqavimətini artırmaq üçün mişar dişlərinin yuxarı hissəsini 0,5 ... 1,0 mm radiusla yuvarlaqlaşdırmaq və ya keçid kənarını 5º bucaq altında kəskinləşdirmək məsləhətdir. Maksimum icazə verilən kəsik qalınlığı A dişdə icazə verilən yükə əsasən seçilir bu məsələ 0,1 mm olacaq. İş parçası stasionar olduğundan və yem kəsilmiş təbəqənin qalınlığı istiqamətində olduğundan, diş başına yem S z kəsilmiş təbəqənin qalınlığına bərabərdir A:
S z = a = 0,1 mm.
Kəsmə dərinliyi qurğuşun bucağı və kəsmədə iştirak edən kəsici kənarın uzunluğu ilə müəyyən edilir. Daxiletməni fırlatmaqla kiçik müsbət giriş bucaqları yaratmaq üçün giriş bucağı φ 90°-dən bir qədər az (məsələn, 85...87°) təyin edilə bilər.
Sərt qutu şəklində bir çipin meydana gəldiyi üç tərəfli kəsilmənin qarşısını almaq üçün dişlər "boşanır" və ya dişin eni bir qədər azaldılır ki, uclardan birini kəsmə prosesindən kənarlaşdırın (sol və ya sağ - hər növbəti diş üçün növbə ilə). Beləliklə, hər bir dişdə kəsmə dərinliyi və çip eni dairəvi mişarın (freze kəsici) enindən bir qədər azdır. 32 dişli kəsicinin (mişarın) hər dönüşü üçün yem: S Q = S z z = 3,2 mm.
İşdə eyni vaxtda iştirak edən dişlərin sayı mişarın iş parçası ilə təmas bucağından və dişlər arasındakı bucaqdan asılıdır. Testerenin iş parçası ilə təmas bucağı iş parçasının D 3 və mişar diametrinin nisbətindən asılıdır. D fr (Şəkil 3.29): Θ M \u003d 2aicsin D 3 / D fr= 49.2°

düyü. 3.29. Testerenin iş parçası ilə təmas bucağının təyini.
Dairəvi mişarın dişlərinin sayı dizayn mülahizələrindən, lakin yaranan kəsici qüvvələr nəzərə alınmaqla təyin edilir. Çox sayda eyni vaxtda işləyən dişlərlə kəsici qüvvələr, fırlanma momenti və kəsmə gücü xüsusilə dişlərin aşınması ilə artır. Kesicinin diametri onun enindən çox böyük olduğundan, qüvvələrin və fırlanma momentinin artması arzuolunmazdır. Bununla belə, dişlərin sayının həddindən artıq azalması da arzuolunmazdır, çünki bu, emal məhsuldarlığının azalmasına və kəsmə (freze) prosesinin qeyri-bərabərliyinin artmasına səbəb ola bilər.
Beləliklə, dairəvi mişarın dişlərinin sayını təyin edərkən eyni vaxtda işdə iştirak edən dişlərin sayını və mişar bıçağını hissədən itələyən qüvvələri nəzərə almaq lazımdır.
Bəzi daha təkmil kəsici maşın dizaynlarında dəqiqəlik yem birbaşa yem mexanizmi ilə idarə olunur. Daha sadə maşınlarda, yem və diş başına kəsmənin rasional qalınlığı şaquli qüvvənin tənzimlənməsi ilə təmin edilir. P v , tələb olunan dəyəri maşının hidravlik sistemi tərəfindən dəstəklənir. Kəsilmiş təbəqənin tələb olunan qalınlığını təmin etmək üçün tələb olunan faktiki qüvvə dişlərin aşınma əyilmə hissəsinin enindən və kəsilən çubuqla faktiki olaraq eyni vaxtda təmasda olan dişlərin sayından asılı olaraq dəyişir (şək. 3.30).

düyü. 3.30. Kəsilmiş iş parçası ilə eyni vaxtda təmasda olan dişlərin sayından P v-nin kəskin ( h h= 0,1 mm) və küt ( h h= 1mm) dairəvi mişarlar: 1- h h= 0,1 mm; 2- h h= 1 mm.
Beləliklə, mişar iş parçasının ortasına yaxınlaşdıqda, mişar köhnəldikdə, işçi hidravlik sistemdə təzyiqi artırmalı, bununla da qidalanma gücünü artırmalı və kəsilmiş təbəqənin təxminən sabit, optimal qalınlığını təmin etməlidir.
Aşınmış dişdə arxa səthin ən yüksək temperaturuna uyğun olaraq icazə verilən kəsmə sürətini seçirik (h 3 = 1 mm, şək. 3.31). Birinci halda, yüksək sürətli poladdan hazırlanmış mişar üçün Q 3 = 500 ° C, ikincisi - karbid dişləri olan bir testere üçün Q 3 = 700 ° C. Kəsmə temperaturunun azaldılması yalnız müqavimətin artırılmasına deyil, həm də kəsmə zamanı yaranan qüvvələrə faydalı təsir göstərir.
400 °C temperaturda dişin ön səthində kəsmə prosesini asanlaşdıran, vibrasiya səviyyəsini azaldan sabit yığılma var: Bu mənada çubuqların kəsilməsi üçün yüksək sürətli poladdan hazırlanmış mişardan istifadə etmək, iş parçasını praktik olaraq daha yüksək temperaturda kəsərkən, lehimli karbid dişləri olan mişardan istifadə etmək daha yaxşıdır. Karbid mişarının istifadəsinin məqsədəuyğunluğu, çubuqların boşluqlara kəsilməsinin məhsuldarlığının əhəmiyyətli dərəcədə artması tələb olunarsa ortaya çıxır. Dişin ön səthindəki temperaturun kəsmə sürətindən asılılığı proqramdan istifadə etməklə hesablanır.

düyü. 3.31. Diametri d = 250 mm olan polad 45 çubuqunu kəsərkən disk kəsicinin (diametri 600 mm, dişlərin sayı z = 32) kəsici bıçağın arxa səthinin maksimum temperaturuna kəsmə sürətinin təsiri: 1 - sərt ərinti üçün rasional temperatur; 2 - yüksək sürətli polad üçün rasional temperatur;
3 - h c = 1 mm-də; 4 - h z \u003d 0,2 mm
Polad 45-dən diametri 250 mm olan çubuq kəsilərkən, bu tip mişarların kəsmə sürətləri müvafiq olaraq 25 və 65 m/dəq, dairəvi mişarın n sürəti isə müvafiq olaraq 11 və 40 dəq -1-dir. Dəqiqə yemi S M = S 0 n= 21 və 64 mm/dəq müvafiq olaraq. 21 və 64 m/dəq sürətlər üçün təxmini kəsmə gücü müvafiq olaraq HSS mişarı üçün 6 kVt və karbid mişarı üçün 16 kVt olacaqdır. Dairəvi mişarın həndəsi parametrləri cədvəldə verilmişdir. 3.3.
Uzunluq maşının hər modeli üçün ciddi şəkildə məhduddur + - 5 mm, gərginlik tənzimlənməsi daxilində ..
Veb eni həll olunan problemin şərtləri və maşının texniki xüsusiyyətləri daxilində mümkün olan maksimum olmalıdır.
Bu o deməkdir ki, radius boyunca kəsmək lazım deyilsə, təlimat kitabçasının icazə verdiyi ən geniş bıçağı istifadə etmək daha yaxşıdır. Geniş bıçaq dar bıçaqdan daha güclüdür və bükülmədən daha yüksək qidalanma qüvvələrini idarə edə bilər. Bir əyri kəsik etmək tələb olunduqda, minimum əyrilik radiusunun bıçağın eni ən azı üç dəfə olması lazım olduğunu nəzərə alın.
Diş meydançasıən çox abbreviaturadan əvvəl bir rəqəmlə işarələnir TPI, bıçaq uzunluğunun bir düyminə düşən dişlərin sayını göstərir. Addım materialdan, iş parçasının qalınlığından və kəsilmənin tələb olunan təmizliyindən asılı olaraq seçilir. Taxta və plastik üçün iş parçası ilə təmasda ən azı üç diş olmalıdır, metallar üçün 4-dən 20-ə qədər. Dişlər nə qədər tez-tez yerləşsə, kəsmə daha təmiz olacaq, lakin yem sürəti və iş parçasının maksimum qalınlığı daha aşağı olacaq.
Diş forması müxtəlif yollarla təyin edilə bilər, lakin növlərin ən çox yayılmış kətanları " keçmək" Və «
müntəzəm".
3, 4 və ya 6 TPI kimi qaba dişli bıçaqlarda dişləri atlayın. Yonqarların çıxarılması üçün böyük bir yerə malikdirlər (yoğun mişar boşalması kəsik keyfiyyətinin azalmasına səbəb olur). "Normal" diş forması daha çox üçbucağa bənzəyir. Bu bıçaqların o qədər də çox çip sahəsi olmadığından, onlar daha aşağı yemlərdə və daha incə iş parçalarında kəsmək üçün nəzərdə tutulmuşdur, lakin daha təmiz kəsmə təmin edir və sərt, sıx materiallarda daha yaxşı işləyir. Bu cür kətanların addımı 10 TPI və yuxarıdır.
Kətanların əsas növləri
Qalın iş parçalarının sürətli kobud mişarlanması üçün nəzərdə tutulmuşdur, xüsusilə də uyğundur cırmaq. Kəsmə keyfiyyəti qidalanma sürətini azaltmaqla və gərginliyi maksimum icazə verilən səviyyəyə qaldırmaqla bir qədər yaxşılaşdırıla bilər.
Düyünlü iş parçaları da daxil olmaqla əksər ağac növləri üçün ümumi təyinatlı mişar bıçağı kimi yaxşı seçimdir. Kəsmə keyfiyyəti, finişə yaxın, yavaş bir qidalanma və yüksək kəmər gərginliyi ilə əldə edilir.

kətan ümumi məqsəd. üçün tövsiyə olunan tətbiq sahəsi normal sürət uzununa mişarda 50 mm-ə qədər və eninə kəsmə zamanı 150 mm-ə qədər qalınlığı olan iş parçasının qidalanması. Bu parametrləri aşağı yem sürətində aşmağa icazə verilir. Bu bıçaq incə kəsmə təmin edir və əksər ağac növləri üçün optimaldır.
Əsasən kontrplak, MDF, yüngül metallar və plastiklər kimi süni materiallar üçün istifadə olunur. Qalınlığı 50 mm-ə qədər olan təbii ağacın incə mişarla kəsilməsi də aşağı yem sürətlərində mümkündür. Metallarla işləyərkən, maşının dizaynı imkan verirsə, kəmərin sürətini azaltmaq lazımdır.

Bu bıçaq kontrplak, plastik və MDF-dən çox təmiz bir kəsik verir. Təbii ağac üçün də istifadə edilə bilər, ancaq qalınlığı 25 mm-dən çox olmadıqda. Yüngül metalları aşağı sürətlə kəsmək üçün də idealdır. Kəsilmiş materialın növündən asılı olmayaraq, yem yavaş olmalıdır.
Oxşar məqalələr